Montaje de P3steel por HTA3D - Tutorial 7 - Puesta a Punto


Difficulté
Facile
Durée
1 heure(s)
Catégories
Électronique, Machines & Outils
Coût
350 EUR (€)
Sommaire
- 1 Introduction
- 2 Étape 1 - Comprobación del LCD
- 3 Étape 2 - Comprobación de los ventiladores a 12V
- 4 Étape 3 - Comprobación del ventilador de capa
- 5 Étape 4 - Comprobación del fusor
- 6 Étape 5 - Comprobación de la cama caliente
- 7 Étape 6 - Sentido del eje X
- 8 Étape 7 - Sentido del eje Y
- 9 Étape 8 - Sentido del eje Z
- 10 Étape 9 - Calibración del eje Z
- 11 Étape 10 - Colocación del cristal templado de borosilicato
- 12 Étape 11 - Calibración de la cama caliente (I)
- 13 Étape 12 - Calibración de la cama caliente (II)
- 14 Étape 13 - Comprobación del recorrido máximo de los ejes
- 15 Étape 14 - Colocación del soporte del filamento
- 16 Étape 15 - Antes de imprimir
- 17 Étape 16 - Colocación de filamento en el extrusor
- 18 Étape 17 - Extruyendo
- 19 Étape 18 - Imprimiendo
- 20 Commentaires
Introduction
Tutorial de Puesta a Punto para nuestra impresora P3steel.
Dependiendo de la versión de firmware, puede cambiar el texto que muestra el LCD.
https://www.hta3d.com/es/p3steel-diy-kit

Matériaux
Tornillería:
- M3x12: 3 unidades
- Tuerca M3: 1 unidad
- Tuerca M3 autoblocante: 2 unidades
Piezas impresas:
- Rueda de extrusión manual
- Soporte de filamento
Piezas de la estructura:
- Impresora montada tras Tutorial 6
- 2x Soporte para el filamento
Otros:
- Cristal templado de borosilicato
- 4x pinzas
- Tubo te teflón (10-15 cm)
- 1x bobina de filamento
- 2x rodamiento 608zz
- 1x varilla para filamento
Outils
- Destornillador allen para M3
- Tenacillas de corte
Étape 1 - Comprobación del LCD
- Encendemos la impresora.
- Comprobamos que no muestre ningún mensaje de error y que la información tenga sentido.

Étape 2 - Comprobación de los ventiladores a 12V
- Encendemos la impresora.
- Comprobamos que los ventiladores del hotend (3010) y de la electrónica (6010) giren correctamente.


Étape 3 - Comprobación del ventilador de capa
- Vamos a: Control > Temperatura > Ventilador y lo ponemos al máximo (255).
- Comprobamos que gire.
- Ponemos a media potencia y comprobamos que gira a menor velocidad.
- Apagamos poniéndolo a 0.





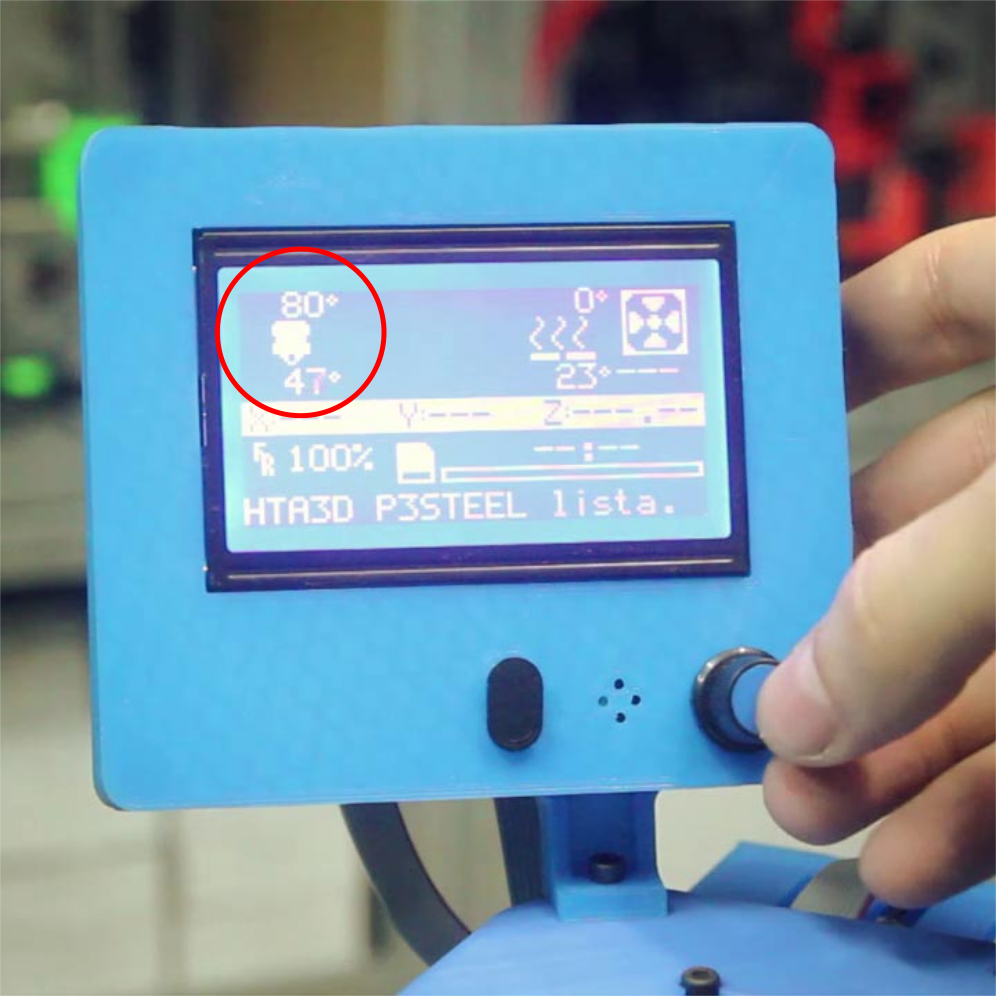
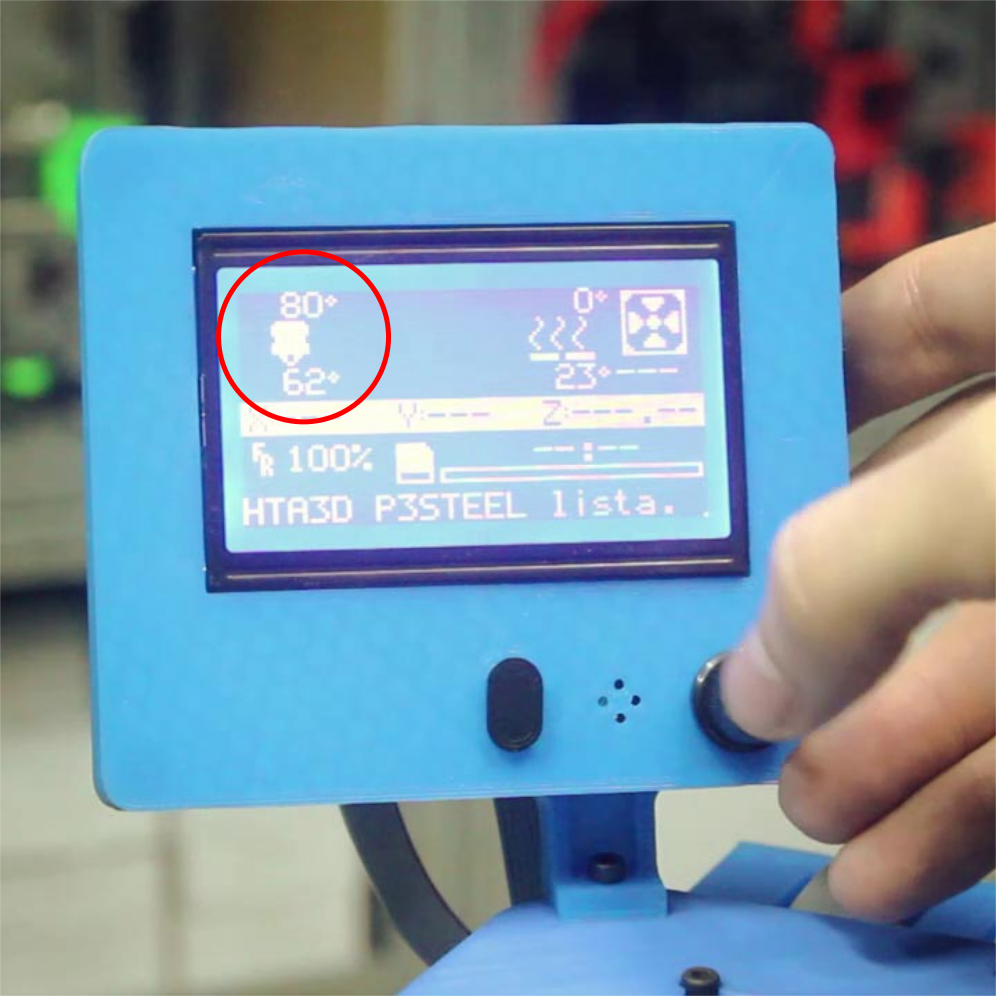
Étape 4 - Comprobación del fusor
- Vamos a: Control > Temperatura > Fusor y lo ponemos a una temperatura de 80ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto, señal de que no se hayan intercambiado los termistores.
- Apagamos en Preparar > Enfriar.


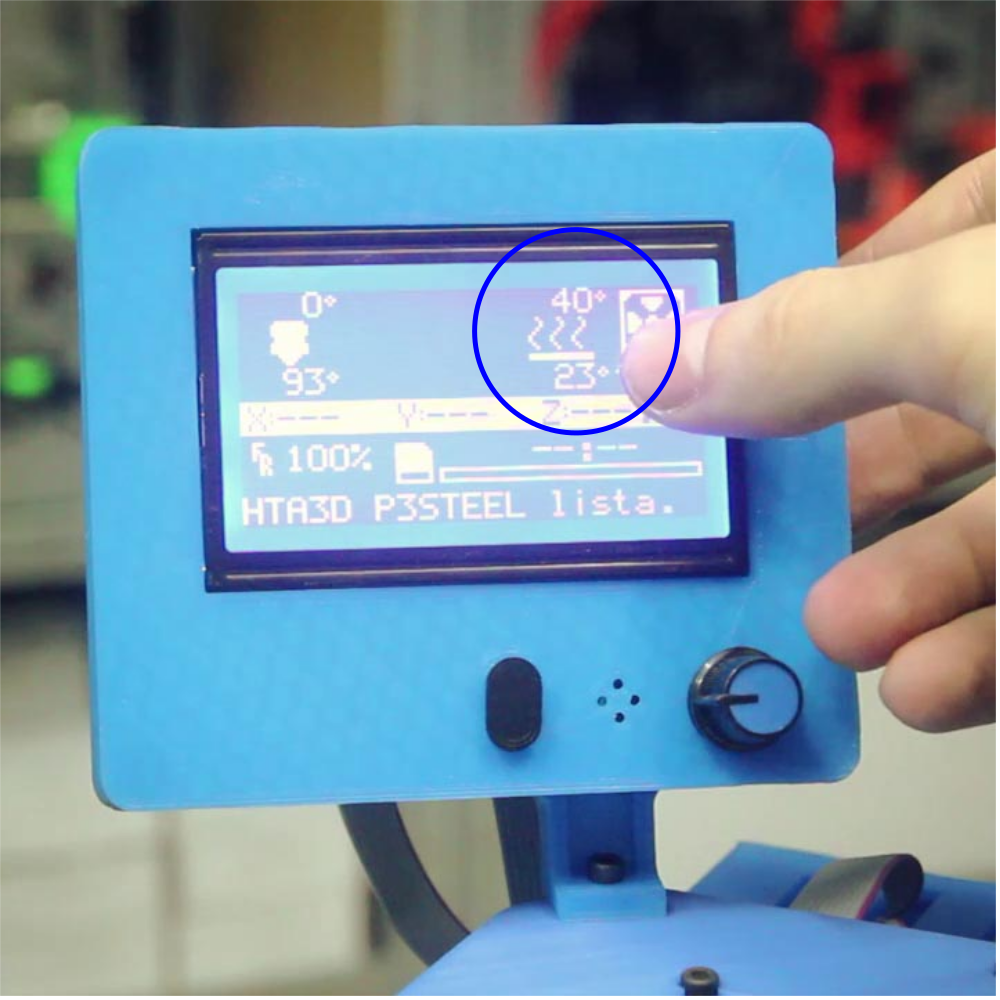
Étape 5 - Comprobación de la cama caliente
- Vamos a: Control > Temperatura > Cama Caliente y lo ponemos a una temperatura de 40ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto.
- Apagamos en Preparar > Enfriar.


Étape 6 - Sentido del eje X
- Vamos a: Preparar > Mover ejes > Mover 1mm > Mover X y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Movemos en dirección negativa.
- Pulsamos el final de carrera y comprobamos como no se mueve, ya que lo reconoce como límite y la impresora impide su movimiento.



Étape 7 - Sentido del eje Y
- Vamos a: Preparar > Mover ejes > Mover 1mm > Mover Y y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Movemos en dirección negativa.
- Pulsamos el final de carrera y comprobamos como no se mueve, ya que lo reconoce como límite y la impresora impide su movimiento.
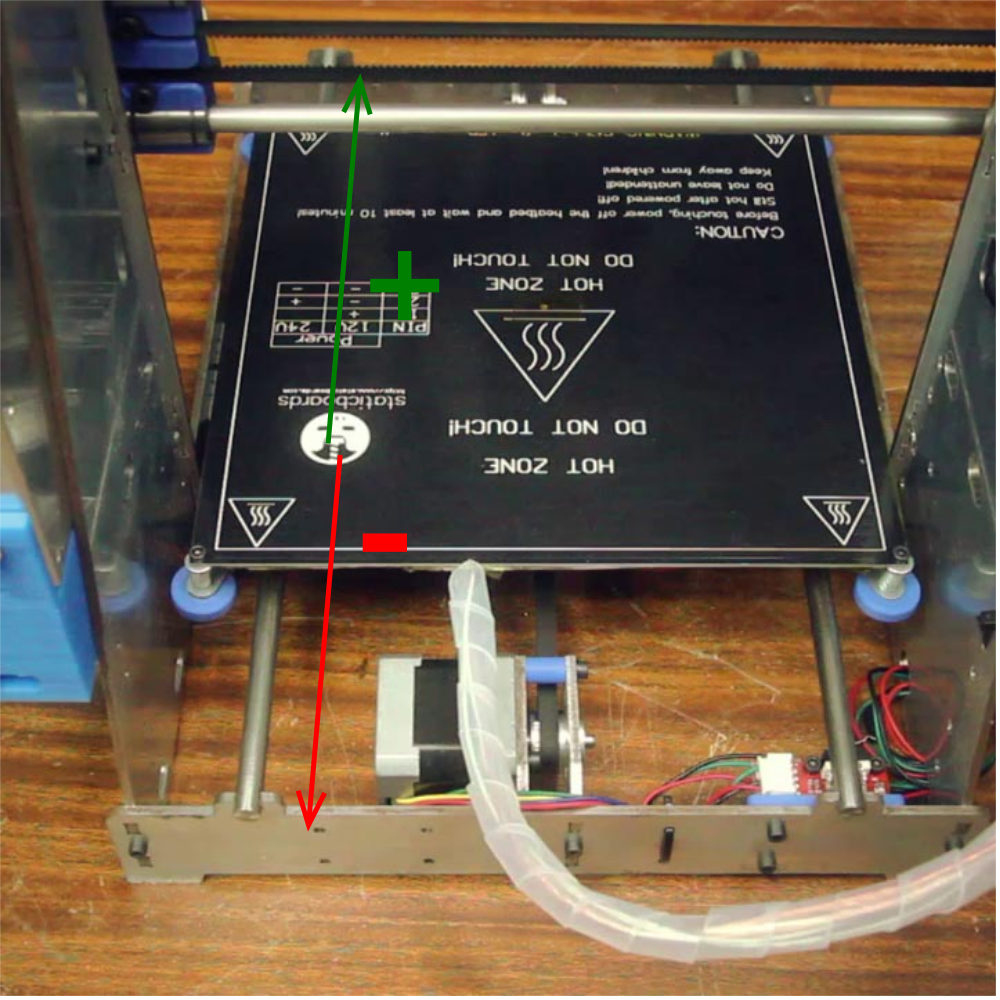

Étape 8 - Sentido del eje Z
- Vamos a: Preparar > Mover ejes > Mover 1mm > Mover Z y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Movemos en dirección negativa.
- Pulsamos el final de carrera y comprobamos como no se mueve, ya que lo reconoce como límite y la impresora impide su movimiento.



Étape 9 - Calibración del eje Z
Vamos a medir la distancia entre cada extremo del eje Z con la parte superior del eje, de manera que ambos extremos estén a la misma distancia.
- Subimos el eje X hasta que quede a pocos centímetros de la parte superior.
- Medimos la distancia entre la parte superior y la pieza impresa de uno de los extremos.
- Trasladamos esa distancia al otro extremo.
- Repetimos este paso para asegurarnos de que queden exactamente a la misma distancia.



Étape 10 - Colocación del cristal templado de borosilicato
Componentes:
- 1x Cristal templado de borosilicato
- 4x pinzas
Montaje
- Colocamos el cristal sobre la cama caliente, poniendo en lateral más largo en eje X.
- Lo fijamos con las pinzas, colocando dos en la parte frontal y dos en la trasera.


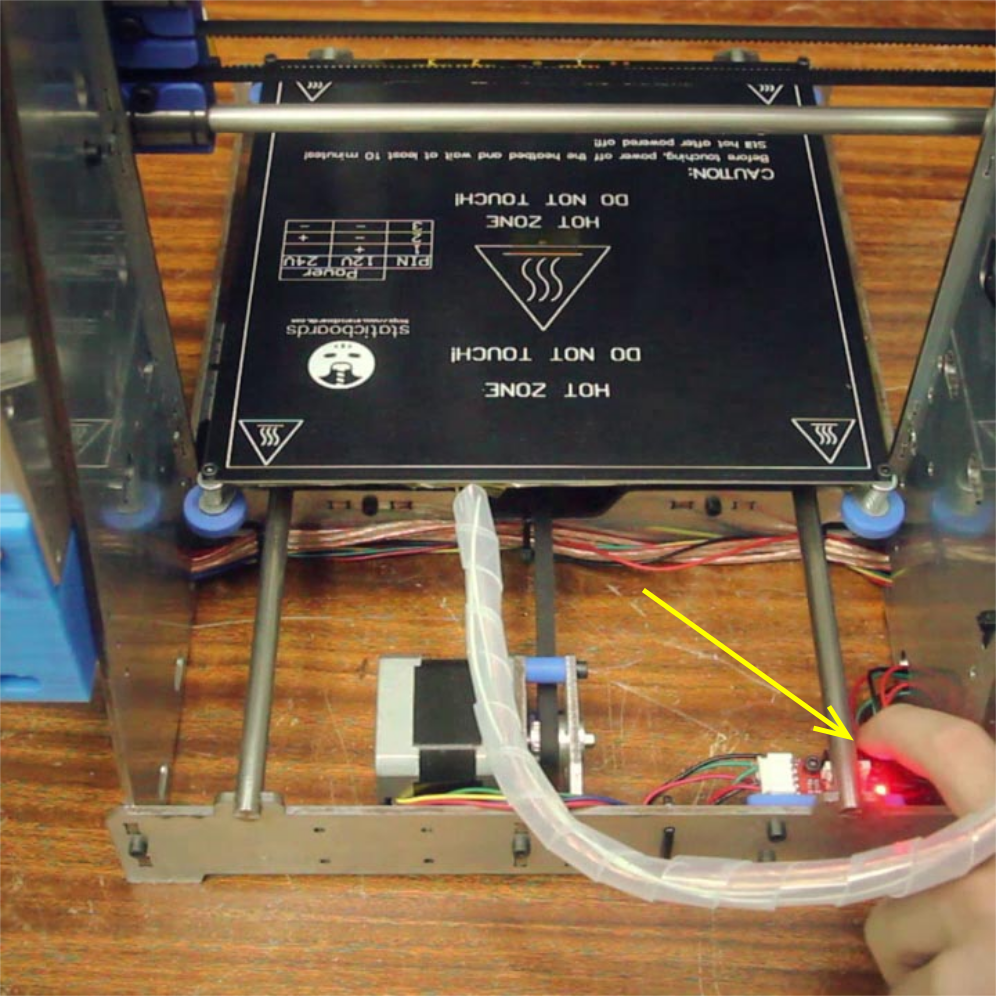
Étape 11 - Calibración de la cama caliente (I)
Vamos a calibrar la distancia entre el extrusor y la cama.
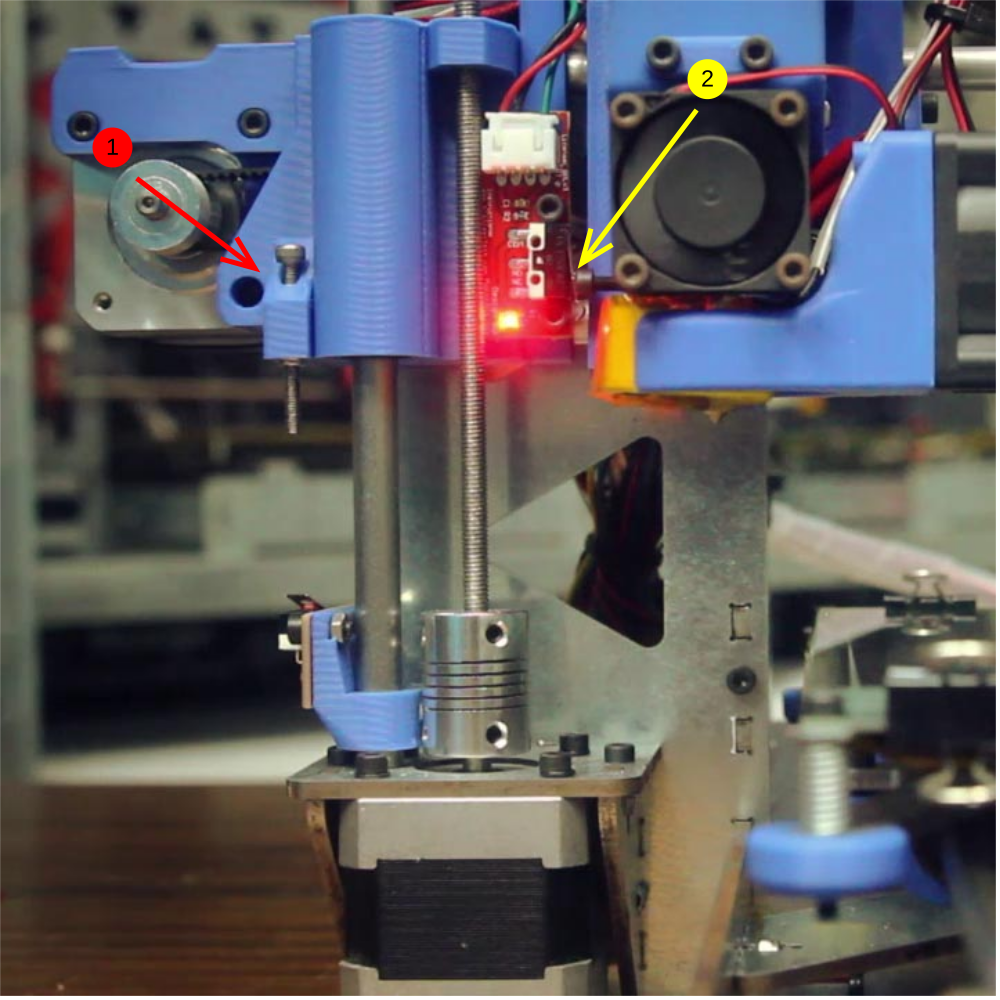
- Avanzamos el tornillo que pulsa el final de carrera de Z todo el recorrido que permita.
- Desde el LCD, le pedimos que vaya a Home, o posición 0: Preparar > Llevar a origen y Apagar motores.
- Una vez haya esté en Home, vemos la distancia que hay entre la boquilla y la cama caliente, y la trasladamos al tornillo aflojándolo.
- Volvemos a hacer Home, y trasladamos de nuevo la distancia entre la boquilla y la cama caliente y repetiremos tantas veces como sea necesario.
Étape 12 - Calibración de la cama caliente (II)
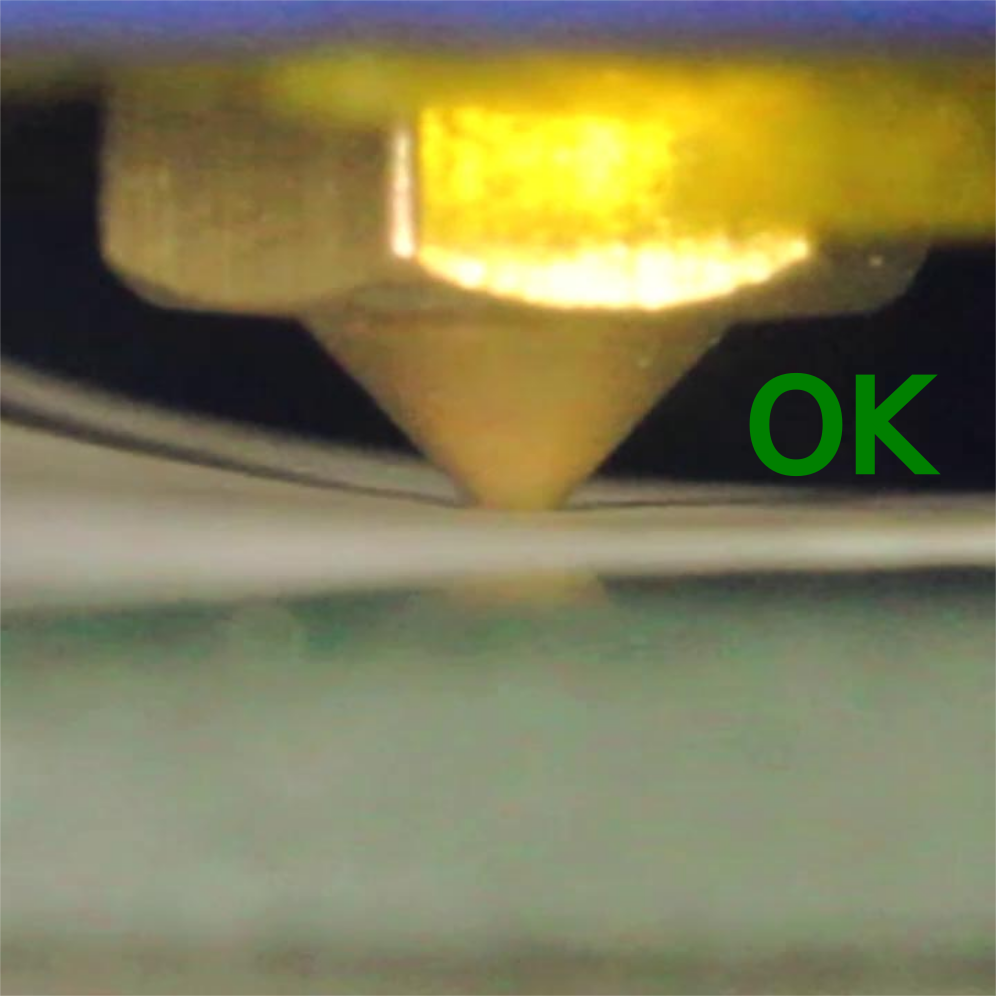
Vamos a calibrar la horizontalidad de la cama caliente, es decir, la distancia entre el cristal o base de impresión y la boquilla del extrusor.
Para ello, vamos a llevar la boquilla a los cuatro extremos de la cama caliente uno por uno.
- Llevamos la boquilla a una de las esquinas de la cama caliente y analizamos si la distancia en la correta. Para ayudarnos, debemos pasar un trozo de una hoja de papel. Lo correcto sería que la hoja pasara generando fricción entre la boquilla y la cama, de manera que incluso haga un sonido de rozamiento, pero sin presión. Lo normal, es que en la primera comprobación la hoja pase de manera muy holgada, debemos calibrar poco a poco hasta conseguir la posición deseada.
- Repetimos este paso en las otras tres esquinas restantes.
- Repetimos este paso de nuevo en las cuatro esquinas, necesitamos de una segunda iteración ya que al mover una esquina, puede cambiar ligeramente la posición de las otras.



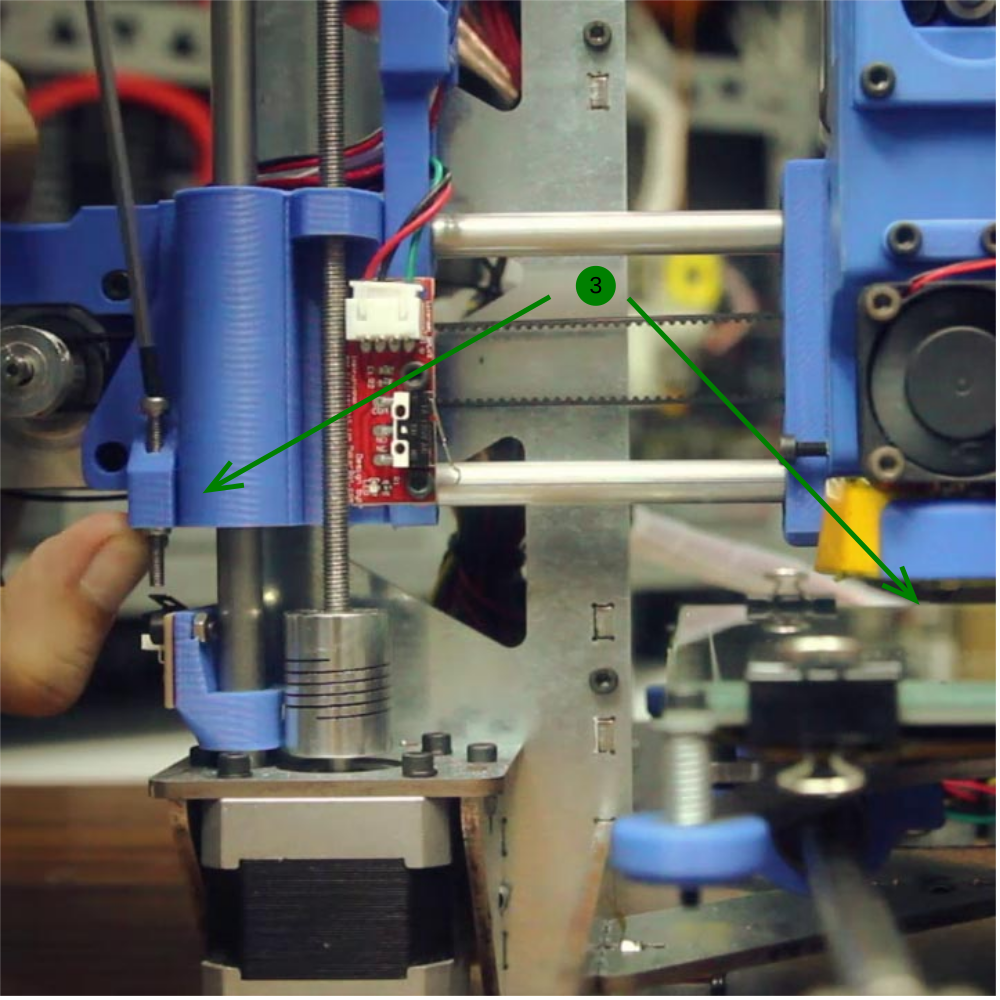
Étape 13 - Comprobación del recorrido máximo de los ejes
Vamos a comprobar que los tres ejes pueden realizar su recorrido total sin interferencias.
- Hacemos Homing.
- Preparar > Mover ejes > Eje Z y subimos poco a poco hasta su posición máxima de 210mm.
- Una vez terminado su recorrido comprobamos que lo haya podido realizar correctamente, sin tirones de cables ni brusquedad.
- Preparar > Mover ejes > Eje X y subimos poco a poco hasta su posición máxima de 210mm, que, en este caso sale un poco de la cama caliente.
- Una vez terminado su recorrido comprobamos que lo haya podido realizar correctamente, sin tirones de cables ni brusquedad.
- Preparar > Mover ejes > Eje Y y subimos poco a poco hasta su posición máxima de 210mm.
- Una vez terminado su recorrido comprobamos que lo haya podido realizar correctamente, sin tirones de cables ni brusquedad.




Étape 14 - Colocación del soporte del filamento
Componentes:
- 2x piezas metálicas de soporte del filamento
- 2x tornillo M3x12
- 2x tuercas M3 autoblocantes
Montaje:
- Colocamos una de las piezas metálicas en su posición.
- Colocamos la tuerca en su posición.
- Introducimos el tornillo en el orificio correspondiente y fijamos.
- Repetimos los pasos anteriores para el otro soporte.




Étape 15 - Antes de imprimir
Componentes:
- 1x rueda de impresión manual
- 10-15 cm de teflón
- 2x rodamientos 608zz
- 1x pieza impresa de soporte de filamento
- 1x varilla filamento
Montaje:
- Colocamos la rueda de impresión manual de filamento. Esta está compuesta por una tuerca y un tornillo M3x12.
- Colocamos un trozo de teflón en el conector que encontramos en el tensor (en caso de tener el tensor con soporte para el sensor de presencia). El teflón ayudará a que el filamento entre más recto en caso de que esté demasiado deformado.



Étape 16 - Colocación de filamento en el extrusor
- Lo introducimos dentro del tubo de teflón (en el caso del tensor con soporte para el conector).
- Lo llevamos hasta el final del hotend. Para ello, primero tenemos que destensar el tensor apretando ligeramente el tornillo con muelle y, una vez el filamento haya pasada la zona de la polea, con la rueda vamos introduciendo el filamento.
- Una vez haya llegado hasta el final, destensamos el tensor y sacamos el filamento para ver las marcas que ha dejado la polea.
La presión debe ser la justa para que deje la marca adecuada en el filamento como vemos en la imagen.
Si la presión es excesiva, el filamento cambiará un poco su color a blanco, y si la presión no es suficiente, dejaría unas marcas muy ligeras.
Para ajustarlo, lo hacemos apretando o aflojando el tornillo con muelle del tensor.



Étape 17 - Extruyendo
- Introducimos el filamento.
- Calentamos el fusor a latemperatura de trabajo del material con el que vamos a trabajar.
- Movemos el extrusor: Preparar > Mover ejes > 0.1mm > Extrusor una distancia suficiente para que pueda extruir filamento.
- El filamento deberá empezar a salir a los pocos segundos.



Étape 18 - Imprimiendo
- Ejecutamos un archivo .gcode preparado para nuestra impresora (según material) e imprimimos.




Published
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português