Montaje 3DSteel V2 - Tutorial 4 - Puesta a Punto

Difficulté
Facile
Durée
30 minute(s)
Catégories
Machines & Outils
Coût
450 EUR (€)
Sommaire
- 1 Introduction
- 2 Étape 1 - Comprobación del LCD
- 3 Étape 2 - Comprobación del ventilador de la electrónica
- 4 Étape 3 - Comprobación del ventilador de capa
- 5 Étape 4 - Comprobación del fusor
- 6 Étape 5 - Comprobación del ventilador del hotend
- 7 Étape 6 - Comprobación de la cama caliente
- 8 Étape 7 - Sentido de los ejes
- 9 Étape 8 - Comprobación de la sensibilidad de los controladoresː Sensorless Homing
- 10 Étape 9 - Calibración del eje Z
- 11 Étape 10 - Colocación de superficie de Impresiónː Opción Fleje + Base de impresión adhesiva
- 12 Étape 11 - Colocación de superficie de Impresiónː Opción Lámina Metálica y Flexible recubierta de polvo de PEI por ambos lados
- 13 Étape 12 - Calibración del sensor de nivelación automática de la superficie de impresión
- 14 Étape 13 - Ajuste del desfase entre la boquilla y el 3DTouch
- 15 Étape 14 - Calibración de la Superficie de Impresión
- 16 Étape 15 - Colocación del soporte del filamento
- 17 Étape 16 - Introdución del filamento en el extrusor
- 18 Étape 17 - Impresión de prueba
- 19 Commentaires
Introduction
En este último tutorial vamos a comprobar cada uno de los componentes de la impresora 3D y hacer las calibraciones necesarias para dejarla lista para imprimir.
Y también vamos a hacer una primera impresión de prueba.
Hemos generado una carpeta donde puedes encontrar diferentes códigos de pruebas, las actualizaciones de Marlin de nuestra 3DSteel, los STL de las piezas impresas y otros archivos interesantes para tu 3DSteel V2. Puedes ver la carpeta haciendo click aquí.
Puedes ver la impresora 3DSteel en nuestra web enː
Tras el montaje y calibración de la impresora 3D, te puede resultar interesante los siguientes enlacesː
- Calibración del flujo del Hotend
- Montaje del Extrusor HTA3D V2
- Las mejores webs para descargar STL gratis
- Como imprimir ABS
- Como imprimir PLA
- Como seleccionar el mejor Filamento 3D para tu impresora 3D
- Tirón en frío o Método atómico
- Recopilación de enlaces útiles para Impresión 3D
- Como Cambiar el Nozzle
- Programas de modelado y diseño en 3D para impresión 3D
- El Hotend - Funcionamiento y Zonas
Para ver los nuevos posts que vayamos publicando puedes entrar directamente en nuestro blog.
Materiales
Tornillería:
- M3x12: 2 unidades
- Tuerca M3 autoblocante: 2 unidades
Piezas impresas:
- Soporte de filamento
Piezas de la estructura:
- Impresora montada tras Tutorial 4
- 2x Soporte para el filamento
Otros:
- 1x bobina de filamento
- 1x varilla para filamento
- Opcional: Cristal templado de borosilicato y 4 pinzas
- Opcional: Cristal con recubrimiento microporoso
Herramientas
- Destornillador allen para M3
- Tenacillas de corte
- Destornillador plano
- Hoja de papel
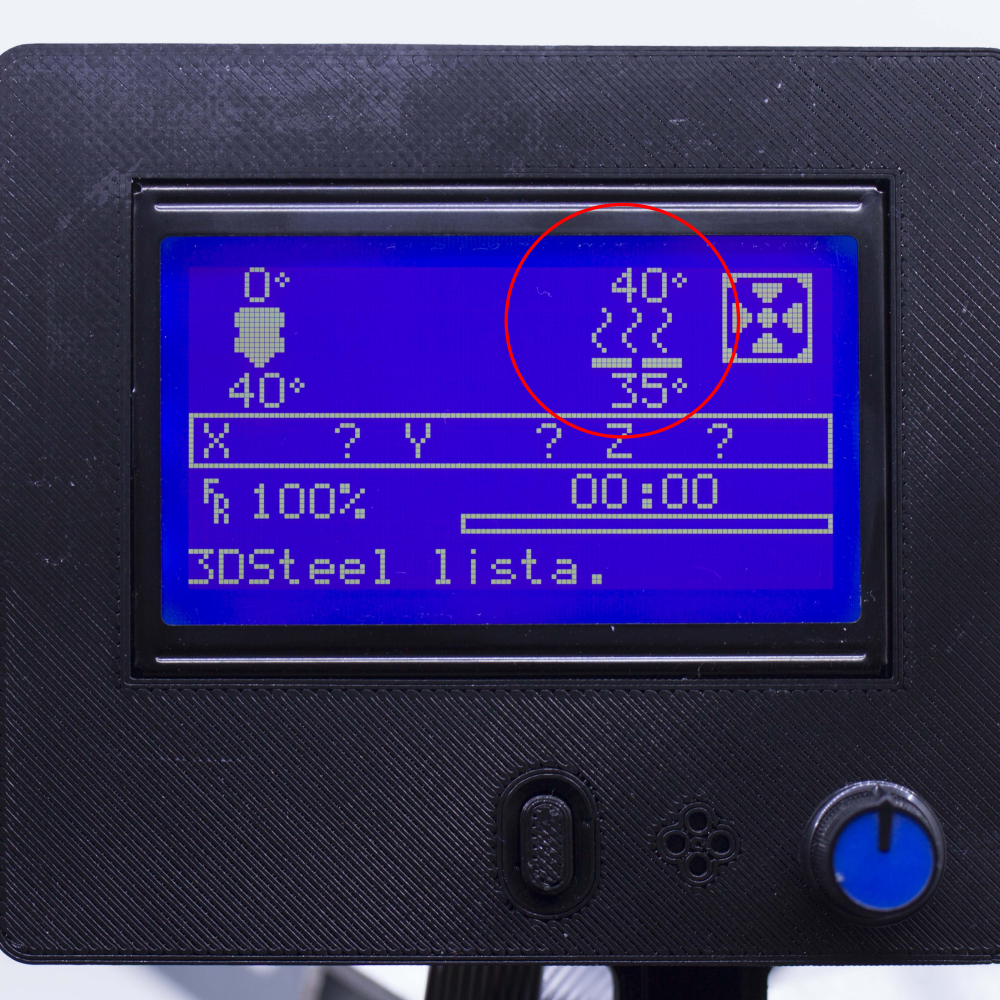
Étape 1 - Comprobación del LCD
- Encendemos la impresora.
- Comprobamos que no muestre ningún mensaje de error y que la información tenga sentido.

Étape 2 - Comprobación del ventilador de la electrónica
Comprobamos que el ventilador de la electrónica funciona correctamente.


Étape 3 - Comprobación del ventilador de capa
- Vamos a: Temperatura > Ventilador y lo ponemos al máximo (255).
- Comprobamos que gire.
- Ponemos a media potencia y comprobamos que gira a menor velocidad.
- Apagamos poniéndolo a 0.





Étape 4 - Comprobación del fusor
- Vamos a: Temperatura > Boquilla y lo ponemos a una temperatura de 80ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto, señal de que no se hayan intercambiado los termistores.
- Apagamos en Preparar > Enfriar.




Étape 5 - Comprobación del ventilador del hotend
El ventilador del hotend se activará una vez el fusor alcance una temperatura de 50ºC o superior.
Comprobamos que al calentar el fusor a dicha temperatura, empieza a girar.


Étape 6 - Comprobación de la cama caliente
- Vamos a: Temperatura > Plataforma y lo ponemos a una temperatura de 40ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto.
- Apagamos en Preparar > Enfriar.


Étape 7 - Sentido de los ejes
- Vamos a: Movimiento > Mover ejes > Mover X > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Vamos a: Movimiento > Mover ejes > Mover Y > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Vamos a: Movimiento > Mover ejes > Mover Z > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.




Étape 8 - Comprobación de la sensibilidad de los controladoresː Sensorless Homing
Vamos a comprobar la sensibilidad de los controladores TMC2209, para asegurarnos que indentifica el final del recorrido correctamente, tanto en el eje X como en el Y.
- Vamos aː Movimiento > Origen X. Debe llegar al final de su recorrido y tras tocar el final, detenerse (generando un pequeño ruido). Si no se mueve o se mueve y frena antes de tiempo, significa que tiene la sensibilidad demasiado alta, debemos bajarla. Si al llegar al final no lo reconoce como tal e intenta seguir moviéndose o frena pero ha tardado mucho, significa que tiene la sensibilidad muy baja, debemos subírsela.
- Para modificar la sensibildad vamos aː Configuración > Ajustes Avanzados > Controladores TMC > Origen sin Sensores, seleccionamos eje que estamos comprobando y ajustamos en caso de ser necesario. Tenemos un rango de 0 a 255.
Repetimos este proceso para el eje Y.
En este vídeo podemos ver un ajuste correcto de la sensibilidad.



Étape 9 - Calibración del eje Z
- Llevamos manualmente (con las ruedas que encontramos en la parte inferior de los husillos) el eje X hacia la parte superior del eje Z.
- Una vez la distancia sea pequeñan, desde el LCD vamos aː Movimiento > Mover ejes > Mover Z > Mover 1mm y movemos en positivo, hasta que el tope de las piezas impresas de los extremos del eje Z contacte con las pletinas superiores del eje Z, de manera de nivelará el eje.




Étape 10 - Colocación de superficie de Impresiónː Opción Fleje + Base de impresión adhesiva
- Para preparar esta base de impresión debemos quitarle el plástico de la base adhesica para que tengamos disponible la cara de debemos pegar al fleje.
- Con cuidado lo pegamos al fleje, haciéndolo coincidir en los bordes y evitando que queden burbujas.
Características de la base de impresión adhesiva:
- Acero de muelle endurecido, recupera su forma tras doblarlo para despegar las piezas
- Recubrimiento PEI en polvo por ambos lados
Cómo conseguir la adhesión perfecta para evitar el warping y sacar la pieza fácilmente una vez terminada la impresión:
- Calibrar correctamente la primera capa, evitando que se pegue en exceso o que el cabezal toque la superficie para evitar daños.
- Usar la temperatura más baja del material para la cama caliente, ya que las temperatura favorece la adhesión, temperaturas muy altas pueden provocar que la pieza quede muy pegada.
- Usar una base flexible que ayude a retirar la pieza.

Étape 11 - Colocación de superficie de Impresiónː Opción Lámina Metálica y Flexible recubierta de polvo de PEI por ambos lados
Colocamos sobre la base de impresión la lámina metálica, quedará suejta a la cama ya que la cama está imantada.
Ambos lados de esta lámina son válidos para imprimir sobre ella.
Características:
- Acero de muelle endurecido, recupera su forma tras doblarlo para despegar las piezas
- Recubrimiento PEI en polvo por ambos lados
Ventajas:
- No necesita laca, ni pegamento
- Es muy resistente
- Fácil de usar
- Levantar las piezas es sencillo ya que doblando la lámina salen solas
- Compatible con sensores de nivelación inductivos
- Disminuye los costes de producción en granjas de impresión 3D

Étape 12 - Calibración del sensor de nivelación automática de la superficie de impresión
- Vamos a: Preparar > Llevar a origen: Antes de que toque la plataforma el sensor accionamos manualmente el sensor de 3DTouch para comprobar que lo reconoce.
- De nuevo le indicamos "Llevar al origen" y comprobamos que realiza la acción con normalidad. Si vemos que hace algo extraño apagamos la impresora. En este vídeo podemos ver un comportamiento normal.

Étape 13 - Ajuste del desfase entre la boquilla y el 3DTouch
En este paso vamos a indicarle a la impresora la distancia entre la boquilla y el 3DTouch, para ello:
- Pulsamos: Movimiento > Llevar a origen.
- Vamos a: Movimiento > Mover ejes > Soft Endstops: Apagar
- Movimiento > Mover ejes > Mover Z: hasta que la boquilla toque suavemente la superficie de impresión.
- Anotamos el valor que nos indique el LCD que hemos movido el eje Z.
- Movimiento > Nivelar Cama > Desfase Z: e introducimos el valor anterior (el cual tiene que ser un valor negativo, normalmente el valor comprenderá entre -1.00 y -2.80).
- Movimiento > Nivelando Cama > Guardar EEPROM.





Étape 14 - Calibración de la Superficie de Impresión
- Tras el paso anterior, apagamos la impresora.
- Movemos manualmente el extrusor a una de las esquinas de la impresora.
- Con la tuerca de ajuste manual movemos la cama hasta que toque la boquilla. Podemos ayudarnos de un papel para comprobar la separación.
- Repetimos estos pasos en las cuatro esquinas para que la separación sea la misma.


Étape 15 - Colocación del soporte del filamento
Componentes:
- 2x piezas metálicas de soporte del filamento
- 2x tornillo M3x12
- 2x tuercas M3 autoblocantes
Montaje:
- Colocamos una de las piezas metálicas en su posición.
- Colocamos la tuerca en su posición.
- Introducimos el tornillo en el orificio correspondiente y fijamos.Repetimos los pasos anteriores para el otro soporte.




Étape 16 - Introdución del filamento en el extrusor
- Vamos a Preparar > Cambiar filamento > Cargar filamento > Precalentar ABS o PLA, dependiendo del material.
- Esperamos que alcance la temperartura y nos pedirá que introduzcamos el filamento, lo debemos situar hasta que entre en contacto con las poleas.
- Las poleas empezarán a mover el filamento hasta que empiece a salir.




Étape 17 - Impresión de prueba
- Ejecutamos el código facilitado.
- Cuando se inicie la impresión y se esté imprimiendo la falda, hacemos doble pulsación en el botón del LCD y accedemos al menu de Desfase Z.
- Giramos el botón para ajustar de forma precisa el desfase de la boquilla respecto la superficie de impresión.
- Guardamos en la memoria: Control > Guardar Memoria.
En este vídeo podemos ver un inicio de impresión.

Published
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português