Montaje P3steel - Tutorial 4 - Puesta a Punto


Difficulté
Facile
Durée
30 minute(s)
Catégories
Électronique, Machines & Outils
Coût
450 EUR (€)
Sommaire
- 1 Introduction
- 2 Étape 1 - Comprobación del LCD
- 3 Étape 2 - Comprobación de los ventiladores a 12V
- 4 Étape 3 - Comprobación del ventilador de capa
- 5 Étape 4 - Comprobación del fusor
- 6 Étape 5 - Comprobación de la cama caliente
- 7 Étape 6 - Sentido de los ejes
- 8 Étape 7 - Calibración del eje Z
- 9 Étape 8 - Calibración del sensor de nivelación automática de la superficie de impresión
- 10 Étape 9 - Ajuste del desfase entre la boquilla y el 3DTouch
- 11 Étape 10 - Calibración de la Superficie de Impresión
- 12 Étape 11 - Colocación del soporte del filamento
- 13 Étape 12 - Introdución del filamento en el extrusor
- 14 Étape 13 - Impresión de prueba
- 15 Étape 14 - Opcional: Colocación del cristal templado de borosilicato
- 16 Étape 15 - Opcional: Colocación del cristal con recubrimiento microposoro
- 17 Commentaires
Introduction
En este último tutorial vamos a comprobar cada uno de los componentes de la impresora 3D y hacer las calibraciones necesarias para dejarla lista para imprimir.
Y también vamos a hacer una primera impresión de prueba.
Hemos generado una carpeta donde puedes encontrar diferentes códigos de pruebas, las actualizaciones de Marlin de nuestra 3DSteel, los STL de las piezas impresas y otros archivos interesantes para tu 3DSteel. Puedes ver la carpeta haciendo click aquí.
Puedes ver la impresora 3DSteel en nuestra web enː
Tras el montaje y calibración de la impresora 3D, te puede resultar interesante los siguientes enlacesː
- Calibración del flujo del Hotend
- Montaje del Extrusor HTA3D V2
- Las mejores webs para descargar STL gratis
- Como imprimir ABS
- Como imprimir PLA
- Como seleccionar el mejor Filamento 3D para tu impresora 3D
- Tirón en frío o Método atómico
- Recopilación de enlaces útiles para Impresión 3D
- Como Cambiar el Nozzle
- Programas de modelado y diseño en 3D para impresión 3D
- El Hotend - Funcionamiento y Zonas

Matériaux
Tornillería:
- M3x12: 2 unidades
- Tuerca M3 autoblocante: 2 unidades
Piezas impresas:
- Soporte de filamento
Piezas de la estructura:
- Impresora montada tras Tutorial 4
- 2x Soporte para el filamento
Otros:
- 1x bobina de filamento
- 2x rodamiento 608zz
- 1x varilla para filamento
- Opcional: Cristal templado de borosilicato y 4 pinzas
- Opcional: Cristal con recubrimiento microporoso
Outils
- Destornillador allen para M3
- Tenacillas de corte
- Destornillador plano
- Calibre
- Hoja de papel
Étape 1 - Comprobación del LCD
- Encendemos la impresora.
- Comprobamos que no muestre ningún mensaje de error y que la información tenga sentido.

Étape 2 - Comprobación de los ventiladores a 12V
Comprobamos que los ventiladores del hotend (3010) y de la electrónica (6010) giren correctamente.

Étape 3 - Comprobación del ventilador de capa
- Vamos a: Control > Temperatura > Ventilador y lo ponemos al máximo (255).
- Comprobamos que gire.
- Ponemos a media potencia y comprobamos que gira a menor velocidad.
- Apagamos poniéndolo a 0.



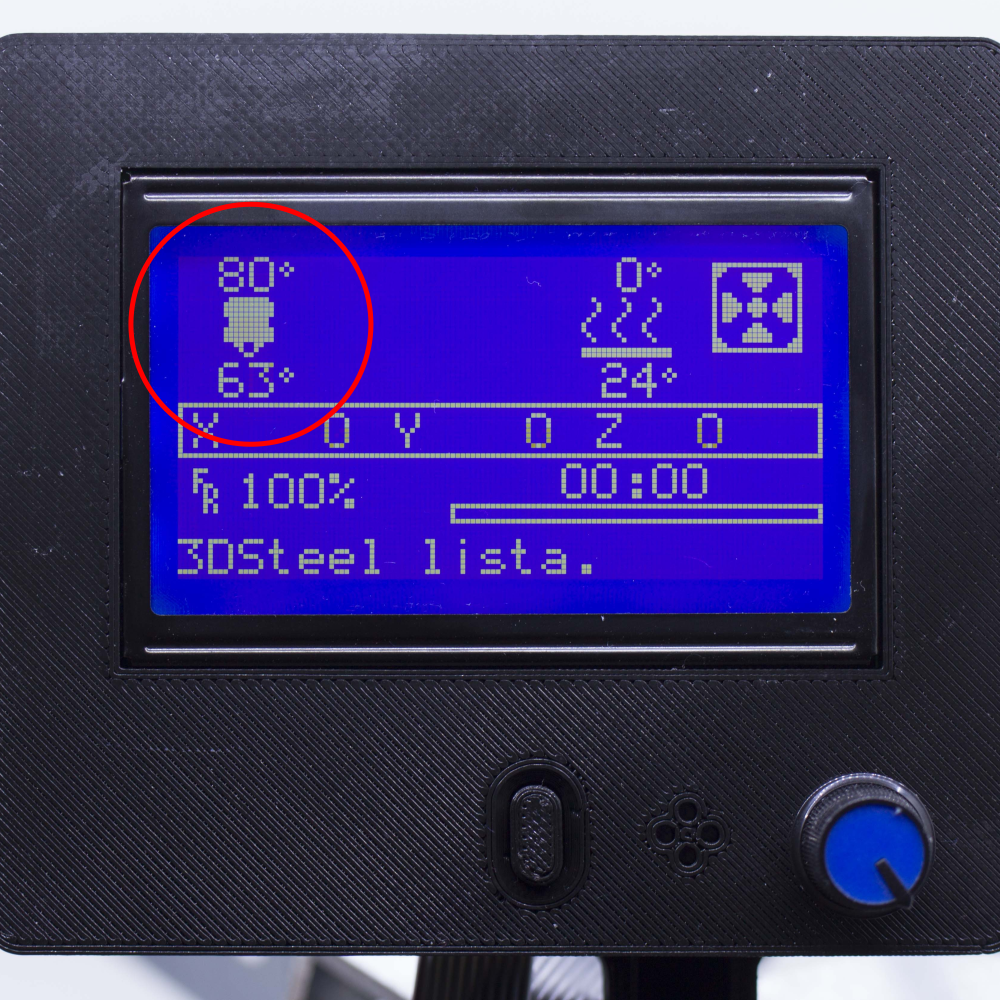
Étape 4 - Comprobación del fusor
- Vamos a: Control > Temperatura > Boquilla y lo ponemos a una temperatura de 80ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto, señal de que no se hayan intercambiado los termistores.
- Apagamos en Preparar > Enfriar.



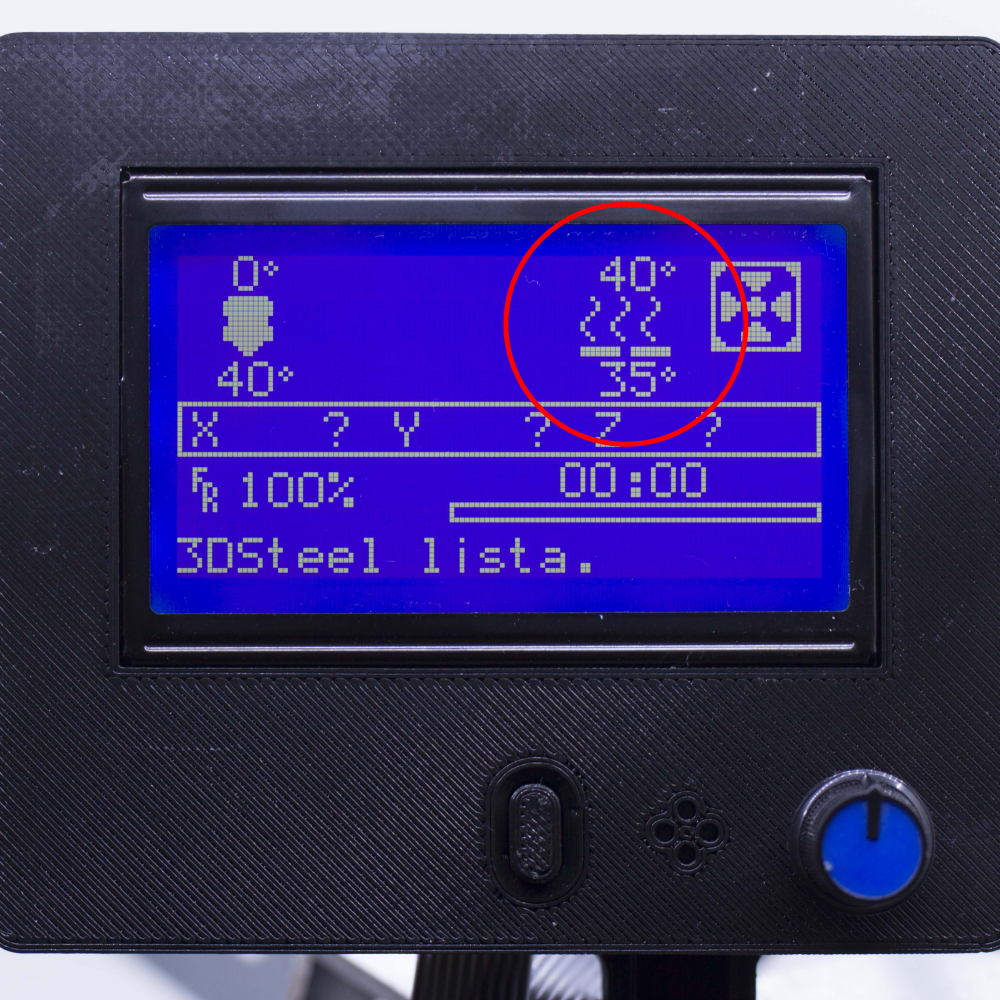
Étape 5 - Comprobación de la cama caliente
- Vamos a: Control > Temperatura > Plataforma y lo ponemos a una temperatura de 40ºC por ejemplo.
- Comprobamos que aumente de temperatura el indicador correcto.
- Apagamos en Preparar > Enfriar.


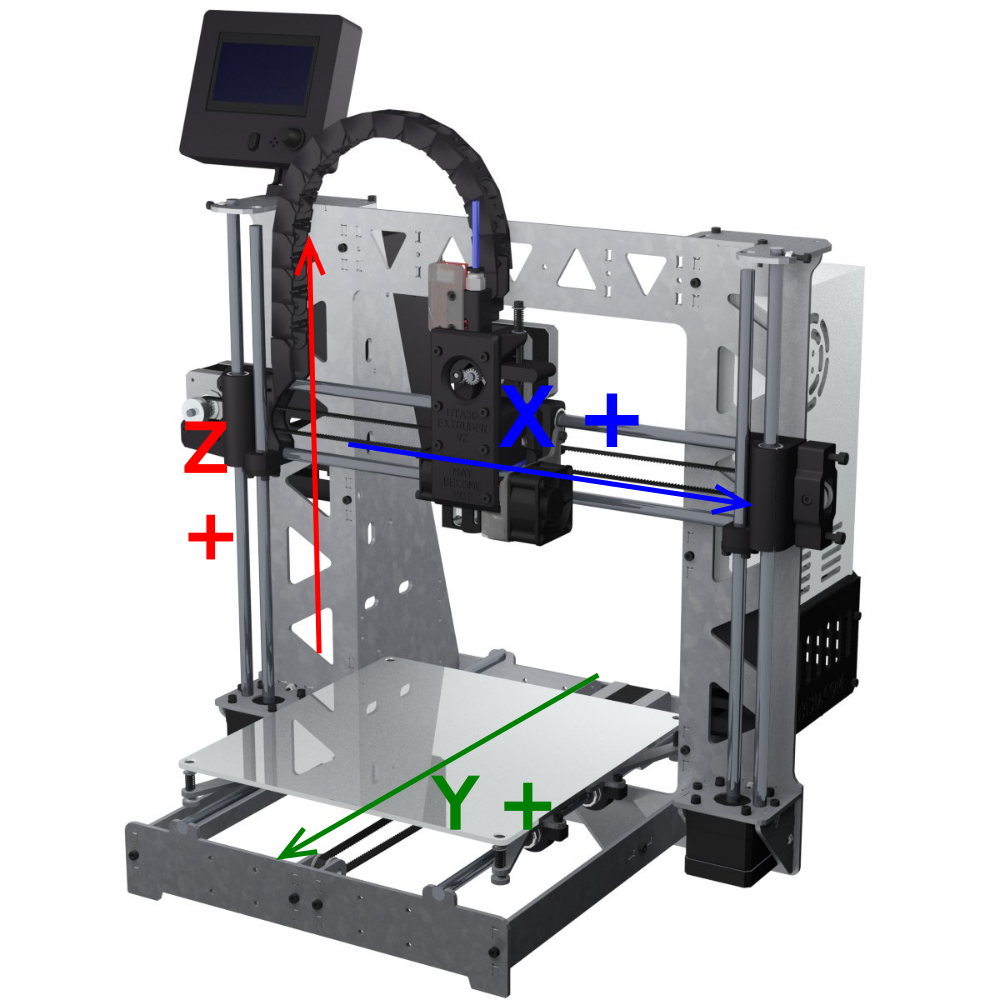
Étape 6 - Sentido de los ejes
- Vamos a: Preparar > Mover ejes > Mover X > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Vamos a: Preparar > Mover ejes > Mover Y > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.
- Vamos a: Preparar > Mover ejes > Mover Z > Mover 1mm y movemos en positivo. Comprobamos que se mueve en la dirección correcta.



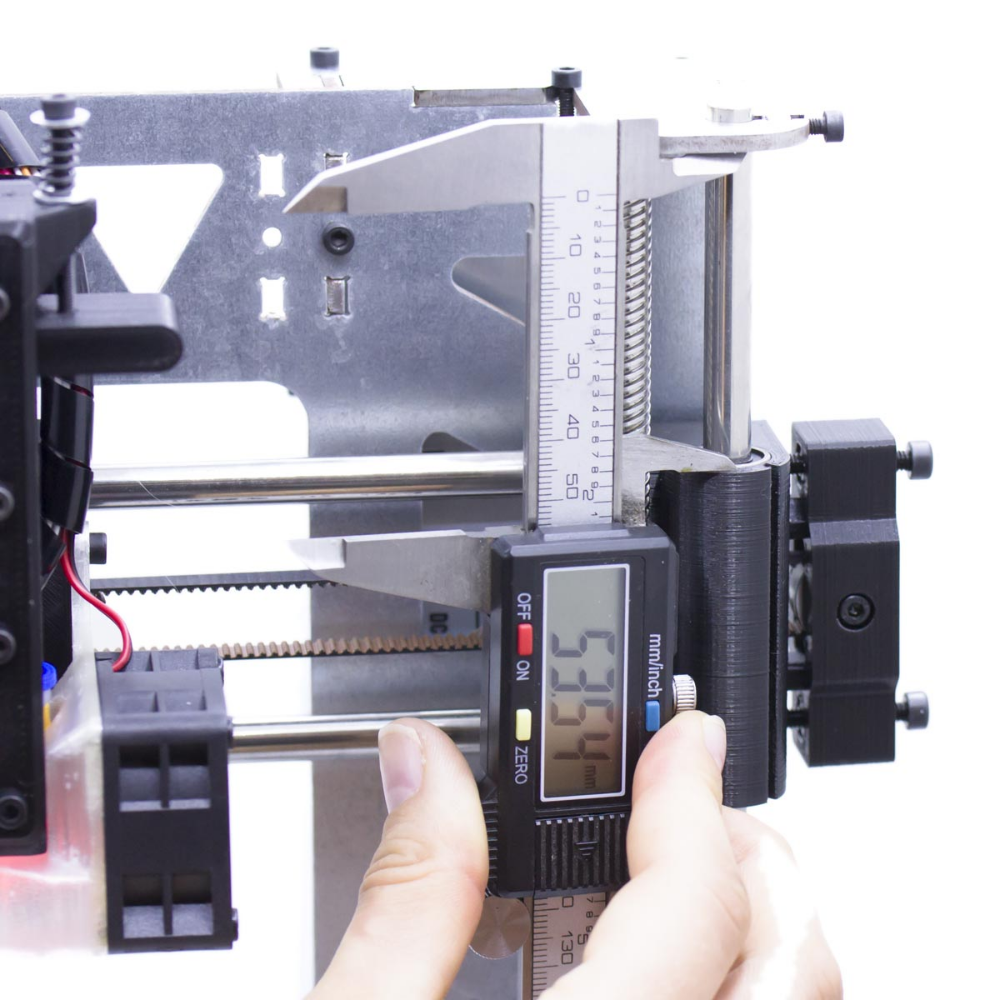
Étape 7 - Calibración del eje Z
Vamos a medir la distancia entre cada extremo del eje Z con la parte superior del eje, de manera que ambos extremos estén a la misma distancia.
- Subimos el eje X hasta que quede a pocos centímetros de la parte superior.
- Medimos la distancia entre la parte superior y la pieza impresa de uno de los extremos.
- Trasladamos esa distancia al otro extremo.
- Repetimos este paso para asegurarnos de que queden exactamente a la misma distancia.


Étape 8 - Calibración del sensor de nivelación automática de la superficie de impresión
- Vamos a: Preparar > Llevar a origen: Antes de que toque la plataforma el senor accionamos manualmente el sensor de 3DTouch para comprobar que lo reconoce.
- De nuevo le indicamos "Llevar al origen" y comprobamos que realiza la acción con normalidad. Si vemos que hace algo extraño apagamos la impresora. En este vídeo podemos ver un comportamiento normal.
Vídeo detalle del funcionamiento del 3DTouch

Étape 9 - Ajuste del desfase entre la boquilla y el 3DTouch
En este paso vamos a indicarle a la impresora la distancia entre la boquilla y el 3DTouch, para ello:
- Pulsamos: Llevar a origen.
- Vamos a: Preparar > Mover ejes > Soft Endstops: Apagar
- Preparar > Mover ejes > Mover Z: hasta que la boquilla toque suavemente la superficie de impresión.
- Anotamos el valor que nos indique el LCD que hemos movido el eje Z.
- Preparar > Nivelar Plataforma > Desfase Z: e introducimos el valor anterior (el cual tiene que ser un valor negativo, normalmente el valor comprenderá entre -1.00 y -2.80).
- Preparar > Nivelar Plataforma > Guardar Memoria.





Étape 10 - Calibración de la Superficie de Impresión
- Tras el paso anterior, apagamos la impresora.
- Movemos manualmente el extrusor a una de las esquinas de la impresora.
- Con la tuerca de ajuste manual movemos la cama hasta que toque la boquilla. Podemos ayudarnos de un papel para comprobar la separación.
- Repetimos estos pasos en las cuatro esquinas para que la separación sea la misma.


Étape 11 - Colocación del soporte del filamento
Componentes:
- 2x piezas metálicas de soporte del filamento
- 2x tornillo M3x12
- 2x tuercas M3 autoblocantes
Montaje:
- Colocamos una de las piezas metálicas en su posición.
- Colocamos la tuerca en su posición.
- Introducimos el tornillo en el orificio correspondiente y fijamos.Repetimos los pasos anteriores para el otro soporte.




Étape 12 - Introdución del filamento en el extrusor
- Vamos a Preparar > Cambiar filamento > Cargar filamento > Precalentar ABS o PLA, dependiendo del material.
- Esperamos que alcance la temperartura y nos pedirá que introduzcamos el filamento, lo debemos situar hasta que entre en contacto con las poleas.
- Las poleas empezarán a mover el filamento hasta que empiece a salir.




Étape 13 - Impresión de prueba
- Ejecutamos el código facilitado.
- Cuando se inicie la impresión y se esté imprimiendo la falda, hacemos doble pulsación en el botón del LCD y accedemos al menu de Desfase Z.
- Giramos el botón para ajustar de forma precisa el desfase de la boquilla respecto la superficie de impresión.
- Guardamos en la memoria: Control > Guardar Memoria.

Étape 14 - Opcional: Colocación del cristal templado de borosilicato
Componentes:
- 1x Cristal templado de borosilicato
- 4x pinzas
Montaje
- Colocamos el cristal sobre la cama caliente.
- Lo fijamos con las pinzas, colocando dos en la parte frontal y dos en la trasera.

Étape 15 - Opcional: Colocación del cristal con recubrimiento microposoro
Componentes:
- 1x Cristal con recubrimiento
Montaje
- Quitamos la parte trasera del adhesivo del cristal.
- Lo colocamos sobre la superficie de impresión.
- Limpiamos el cristal con un poco de alcohol.
Para más información visite este enlace.


Published
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português