| data-sheets-value="{"1":2,"2":"Corner Plates"}"
Étape 3 - Table Construction - Legs
Tools
XX Socket Wrench
Screwdriver
Parts
4x 8080*600mm
2x 8080*1200mm
4x Side Plates
32x + 13x T nuts
32x Washers
32x M8x16mm Bolts
Steps
- Lay one 1200mm beam horizontally in your workspace. Add a 600mm beam perpendicular at each end, forming a staple shape. (see image 5 for final shape reference)
- Using 8 total washers, slide 2 at a time into each rail at the corner, approximating the hole pattern on the side plates. (image 2)
- Using a screwdriver to position the T-nuts, add an M8x16 Bolt and washer through the side plate into each T nut. (images 3 and 4)
- Secure with a socket wrench. Repeat on the other side of the 1200mm beam.
You now have a staple shape. Repeat.
It is important to now denote which one of these will be your front and which will be your back. Just pick.
- On the BACK staple, top side, inner track, add 8 T-nuts for later use. [image 6 shows what they'll hold in a future step]
- On the Front staple, top side, inner track add 5
*make sure these stay in place as you rotate the leg pieces and continue to build in following steps.
Étape 4 - Table Construction - Side Joints
Tools
1/2" Socket Wrench
Screwdriver
Parts
2x 8080*520mm
4x Corner Plates
32 + 12 + 4 (48x) T nuts
32x Washers
32x M8x16mm Bolts
Steps
- Stand one leg unit upward, so you can see down the 1200mm section. Slide 4 T-nuts total (2 in each rail) up to the corner joint. (image 2)
- SPECIAL STEP: on the 1200mm beam, opposite side from where the side plate was installed - Slide 2 nuts into each of the rails. These will be used in a future step. Repeat on the other 1200mm beam.
- Attach the side plate (image 3) using 4 M8x16 Bolts with 4 washers.
- NOTE: the 45° side should face the "bottom" of the eventual table.
- Repeat on the remaining three 600mm legs.
- NOTE: ensure that each corner plate mirrors each other across the 1200mm beam axis. They should be facing the same direction and away from the side plate from the previous step.
- Slide 8 total T-nuts into a 520mm beam. They should be split in half, 4 at one end, and 4 at the other. (Image 4)
- SPECIAL STEP: On only ONE of the 520mm beams, add 4 T-nuts, 2 in each rail on the opposite side that you used for Step 5. This will become the inside of the right side rail.
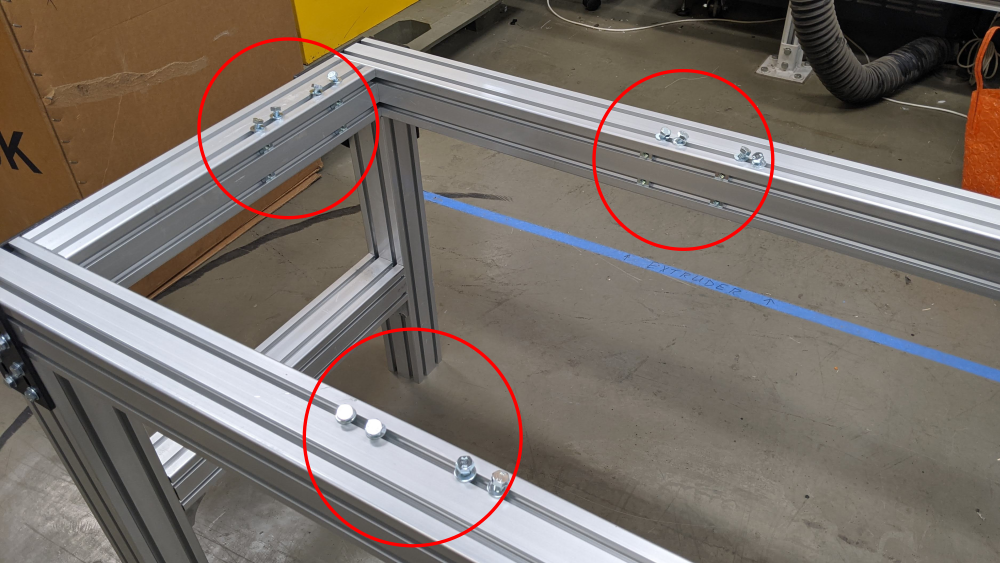
- (image 5 left) On the top of this rail, slide 2 more t nuts in the outside channel.
- (image 5 right) On the left side rail, slide 2 nuts on the top surface, inside channel.
- Combine the two "staple" sections by adding the 520mm beam (pre-loaded with T-nuts) using the same M8x16mm, washer combination as before. (image 5)
- Repeat on the other side. (image 6)
You should now have a very solid table base!
Étape 5 - Table Construction - Side Braces
Tools
1/2" Socket Wrench
Screwdriver
Parts
2x 8080*520mm
8x Brackets
16x T nuts
16x Washers
16x M8x20mm Bolts
*A quick note about bracket orientation. In image 2 you will see that the brackets are not the same on both sides. Here we have flipped one, so you can see the difference. One of the holes sits atop a raised lip, while the other is flush. The raised lip hole is closer to the brackets outside edge. The flush hole is farther from the outside edge. This matters for order of operations. When installing, you must install in the flush hole first, and the hole with the raised lip second. If you do it in reverse the bolt will block access to the other hole. :)
Steps
- Slide 4 nuts into the 520mm beam (2 in each rail).
- Attach the 4 brackets loosely using M8x20mm bolts and washers. (image 3)
- Note the orientation of the holes. All 4 bolts should go in flush holes, not raised-lip holes. (figure 4)
- With the table flipped on its end, position the 520mm beam in place, and slide 2 T-nuts in the rails to meet the brackets. Secure with same M8x20 bolt washer combo.
- Repeat this process on the other side of the 520mm beam.
- Repeat steps 1-4 on the opposite side of table.
Étape 6 - Table Construction - Center Struts
Tools
1/2" Socket Wrench
Screwdriver
Parts
1x 4080*520mm
1x 4080*455mm
16 Brackets
20x T nuts
32x Washers
32x M8x16mm Bolts
*Construction note: Until the very end, keep ALL of these bolt joints LOOSE. They will need to slide around to get everything in place. Once the location has been set, then you can tighten them down.
Steps
- Insert 4 T-nuts (2 in each rail) on one side of the 520mm 4080 (image1 )
- For both beams, attach brackets (using the flush hole) at all 8 corners. (image 2)
- Arrange the beams so the 520mm beam is vertical, and the 455mm beam is horizontal, intersecting near the middle of the 520mm beam on the left hand side.
- Insert 3 t nuts into the top rail of the 455 horizonal beam, and 2 t-nuts into the top rail of the vertical beam
- Loosely attach the horizontal beam to the vertical beam. (images 3 and 4)
- Remember all those T-nuts we hid in the frame in step 4? Now we are going to connect this sub-assembly to them.
- Place 4 bolt/washer combos at each of the 3 locations designated in image 5.
- Drop the sub-assembly into the table frame, and loosely connect the brackets into the pre-loaded T-nuts
- This is easier with 2 people.
- You only need 1 bolt at each of the three locations to hold the weight of the sub-assembly.
- After those first three bolts are in, you can easily go back and connect the others.
Étape 7 - Shredder Box Layout 1
Tools
none
Parts
1110.02 - Bottom Plate Box
1110.03 - Fixed Blades plate 1
1110.04 - Fixed Blades plate 2
1110.05 - Bearing Side Plate 1
1110.06 - Bearing Side Plate 2
1110.07 - Bearing Side Plate 3
*this is much easier with two people to hold the plates before they are locked into position. It is also heavy metal, and a dropped plate is enough to cause injury.
Steps
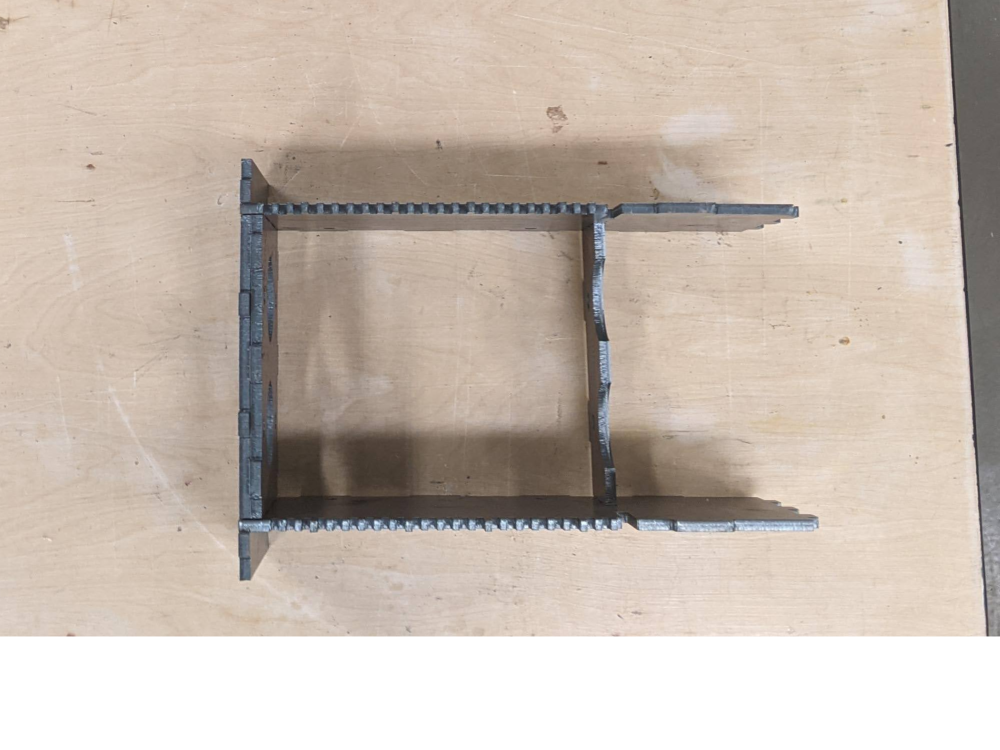
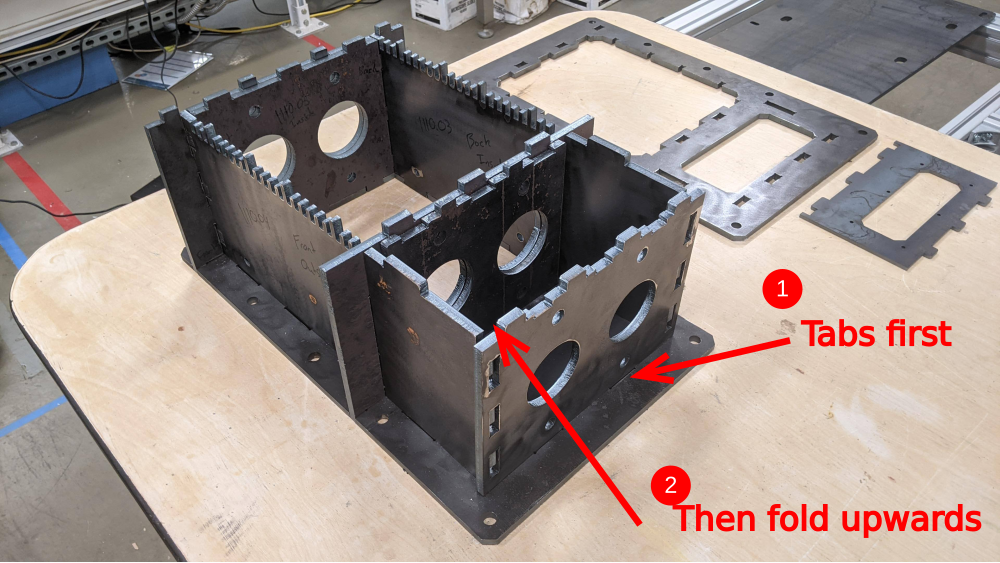
- Layout the parts as seen in image 1, ensuring that the fixed blade plates are mirrored.
- Teeth should be pointing away from each other.
- Fold up both plates so the teeth point upwards while your helper inserts the tabs from pieces 1110.07 and 1110.05. You should now have a 4 walled box as seen in image 2.
- Fold up plate 1110.06 to meet the left end of the box.
- CAREFULLY slide the bottom plate underneath this sub-assembly, aligning the tabs until it drops into place.
Étape 8 - Shredder Box Layout 2
Tools
none
Parts
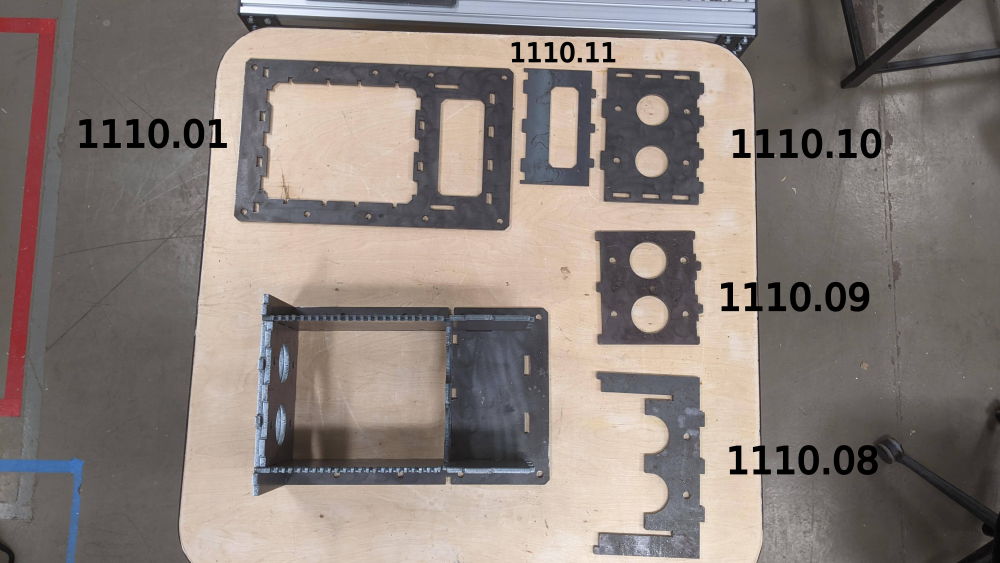
1110.08 - Bearing Side Plate 4
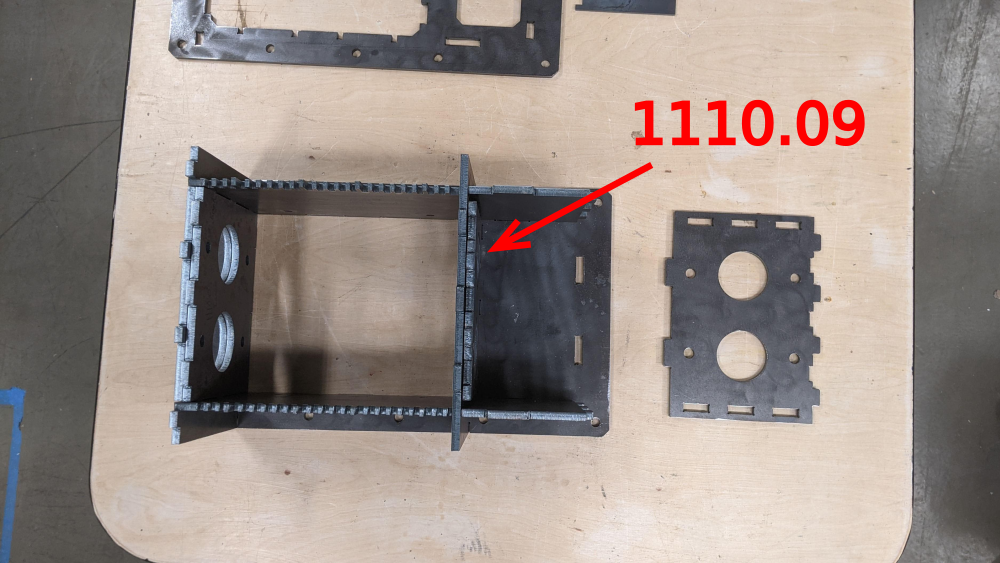
1110.09 - Bearing Side Plate 5
1110.10 - Bearing Side Plate 6
1110.11 - Gear Plate
1110.01 - Top Plate
Steps
- Layout the remaining pies as seen in image 1.
- Slide plate 1110.08 directly on top of piece 1110.07
- Drop in plate 1110.09 directly next to 1110.07/.08 in the open tabs.
- Place the bottom tabs of plate 1110.10 into the bottom plate, and then fold the plate upwards into place.
- Place plate 1110.11 on top as seen in image 5.
- Place plate 1110.01 on top, securing the entire box in place.
*Note - in the next steps, you will dismantle these last few steps, but it is important to understand how the box comes together.
Étape 9 - Tapping bearing holes 1
Tools
M16 x 2 Tap
Tapping oil(optional but recommended)
2 medium/large clamps
Parts
4 M16 x 40mm Socket head cap bolts
4 M16 washers
Shredder box assembly
Steps
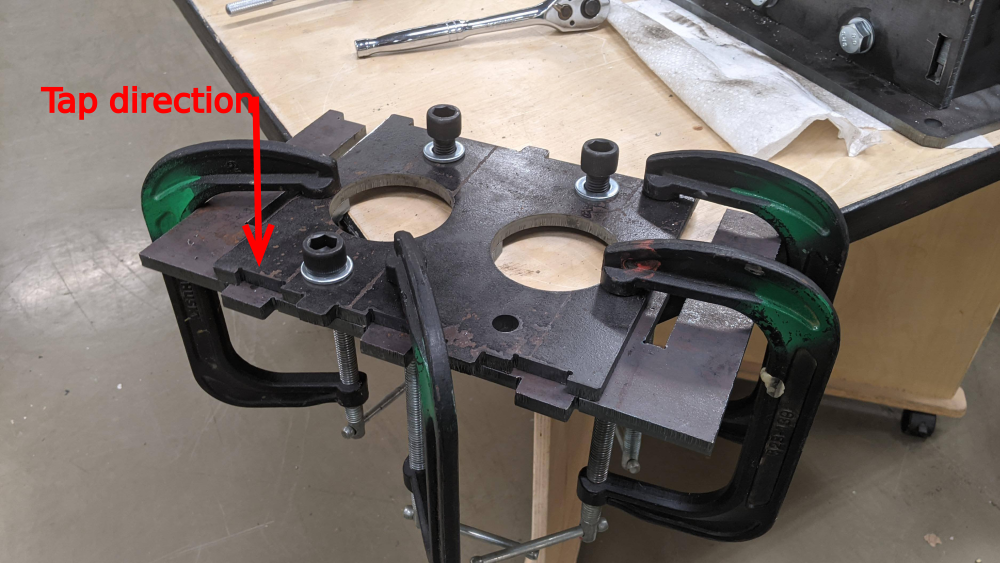
- Remove the top plate from Step 8 above.
- Secure parts 1110.05/.06 (Left end of shredder box) using 2 C-clamps.
- *Be sure to leave yourself room to turn the tap.
- *It is important to have a tight fit. If your steel parts have burs or scratches that prevent a tight connection, remove those first!
- For each hole, tap both plates in one consecutive operation. Remove burrs and clean the hole.
- Check the hole by securing the M16 bolts.
Étape 10 - Tapping bearing holes 2
Tools
M16 x 2 Tap
Tapping oil(optional but recommended)
2 medium/large clamps
Parts
4 M16 x 40mm Socket head cap bolts
4 M16 washers
Shredder box assembly
Steps
- If not already perfectly aligned, ensure that the bearing holes on parts 1110.08/.09 are perfectly aligned. This will ensure the tapping process goes smoothly and the parts are in a straight line.
- Tightly secure parts 1110.08/.09 with C-clamps while they are still inside the shredder box.
- Lift the two plates out with the clamps.
- Repeat the tapping procedure as before, ensuring that you begin the tap on the face of part 1110.09. Tap all 4 holes.
- Add bolts to the top two holes.
- [image 4] Breakout piece 1110.07 from the shredder box. Align it with the clamped assembly, ensuring that the circle openings are perfectly matched.
- Clamp piece 1110.07 to the newly tapped assembly. [image 5]
- Continuing from the pre-tapped holes of piece 1110.09, tap into piece 1110.07.
- Remove all bolts, and return the shredder box plates to their appropriate location.
Étape 11 - Tapping bearing holes 3
Tools
M16 x 2 Tap
Tapping oil(optional but recommended)
2 large bar clamps
Parts
4 M16 x 30mm Socket head cap bolts
4 M16 washers
Shredder box assembly
Steps
- Secure plate 1110.10. (This can be done in place, or by removing it and attaching it to the table)
- Tap all 4 holes.
- In the photo, we used hex heads as opposed to button cap sockets.
Étape 12 - Shredder Box Risers (part 1)
Tools
Welding machine
C-Clamps
Parts
2x Riser assemblies. For each:
- 2x end caps
- top plate
- bottom plate
- large side plate
- 4 support plates
Steps
- Layout the box pieces as seen in Image 1, ensuring that the bolts holes are aligned.
- Fold the pieces into place and secure with 2 C-Clamps
- Tack weld the box together
- Insert the 4 spacers evenly, ensuring not to block any of the bolt holes in the top and bottom plates.
- Apply pressure to the box with C-Clamps, ensuring the support pieces remain vertical.
- Weld in place.
- Repeat for the other support.
Étape 13 - Shredder Box Risers (part 2)
Tools
1/2"Socket Wrench
Parts
2x Riser assemblies.
10x M8x16mm Bolts/ Washers
(T-nuts should all already have been installed)
Steps
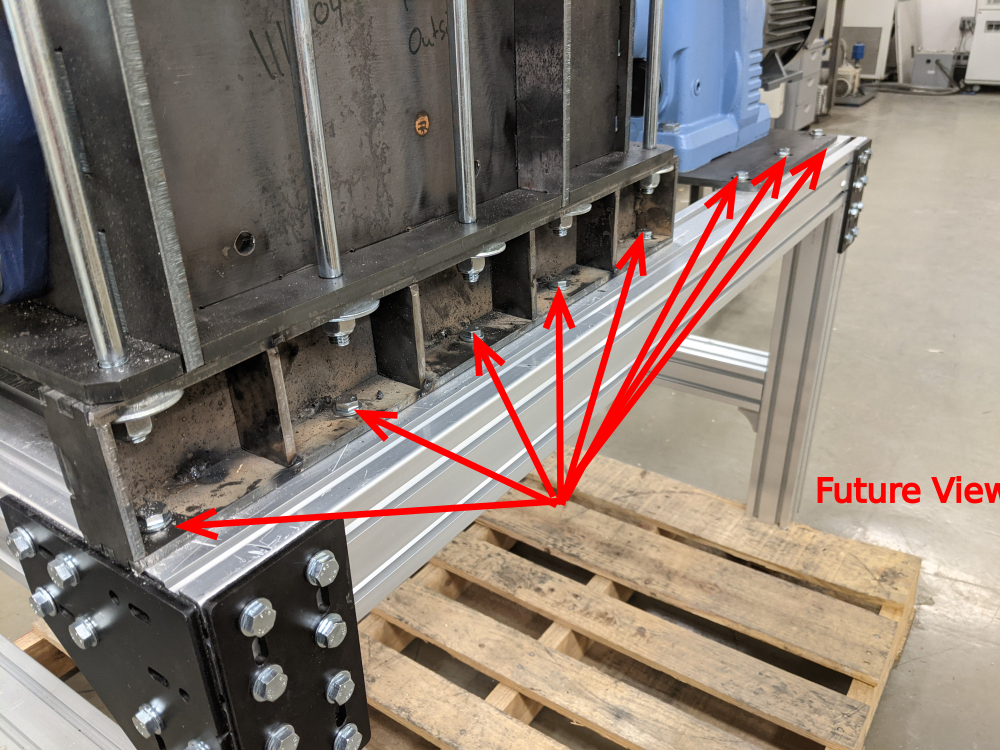
- Slide the horizontal aluminum extrusion from step XX to about 1 foot from the back of the table base.
- Position a riser on this beam, aligning the in-set T-nuts to the bolts holes on the riser. The larger holes on the riser should be on top. (image 1)
- Position the the other riser on the back of the table in the same way. (image 2)
- (with a friend) lift the shredder box onto the risers. (ignore the shafts in the picture, we'll add those next)
Étape 14 - Shaft Assembly Preparation 1
Tools
Industrial Band Saw (roll-in, horizontal band, etc.)
Benchtop Grinder
Handheld Angle Grinder
Metal files
Parts
2 Nuts
Steps
- Split the nut in half with whatever method you can :)
- we used a roll-in saw, but a horizontal band saw, or a hand saw could be used.
- Grind or cut the corners off of the half nut until it fits within the shredder box hole openings. (repeat for all 4 nuts)
Étape 15 - Shaft Assembly Preparation 2 (short shaft)
Parts
2 Nut halves from previous step
1120.13 Short Shaft
2x 1120.01 6-Teeth Blade 1
2x 1120.02 6-Teeth Blade 2
2x 1120.03 6-Teeth Blade 3
2x 1120.04 6-Teeth Blade 4
2x 1120.05 6-Teeth Blade 5
2x 1120.06 6-Teeth Blade 6
2x 1120.07 6-Teeth Blade 7
2x 1120.08 6-Teeth Blade 8
2x 1120.09 6-Teeth Blade 9
2x 1120.010 6-Teeth Blade 10
2x 1120.011 6-Teeth Blade 11
1x 1120.011 6-Teeth Blade 12
22x 1/4" spacer
22x thin spacers
- Identify each of the twelve unique blades by the small cut markings on their interior.
- Blade #1 will have 1 mark. It is important to note where this mark is, as this will be our Reference edge.
- Blade #2 will have a 2nd mark rotating clockwise. The reference edge still stays at the top.
- Blade #7 will start a new pattern of two markings per face, again continuing clockwise.
- Screw one of the nut halves to the short end of the shaft.
- Label one of the sides of the shaft as a reference face.
- Now slide Blade #1 onto the shaft ensuring that the teeth will rotate towards the center of the box when installed and that the reference edge of the blade matches the reference face of the shaft.
- Follow this blade with 1 large and 1 small spacer.
- Repeat this for the other blades 2-12, then beginning again with 1 and ending on blade 11.
- Do not install spacers after blade 11. Instead cap the entire shaft with the other nut half.
- Set aside
Étape 16 - Shaft Assembly Preparation (long shaft) and install
Tools
Chain, nylon strap
Parts
2 Nut halves from step 12
1130.02. Shaft 1:
22x 1130.01 13-Teeth Blade
24x 1/4" spacer
24x thin spacers
Steps
- Add a nut to the short end of the shaft.
- Add both large/small spacers first.
- Again choose a reference face on the shaft.
- This time, each blade will be rotated one face away from the previous reference edge.
- Image 2 shows how the marking travels up the spiral pattern.
- Repeat by adding blades and double spacers until all blades are placed. ending the shaft with a double spacer.
- Add the 2nd half nut.
You now have 2 complete shafts ready to drop into your shredder box. This is very difficult to do alone, and can also be hazardous due to the heavy weight and sharp edges.
To install:
- Mesh the two shafts together outside the box.
- With a partner, lift the double shaft assembly as far into the box as you can, leaving room to escape your hands.
- Thread a chain, rope, nylon strap, or anything that can drop below both shafts and that can serve as a handle to lift the assembly up and into its final position.
- Unthread the rope assist seat the shaft nuts into the openings in both ends of the shaft box.
- Replace pieces 1110.08 and 1110.09
Étape 17 - Bearing Prep
Tools
Bench Vise
Angle Grinder with flap disk
(Digital Caliper helps)
Parts
2 Bearings
Steps
As is, the bearings and gears do not fit inside the shredder box. about 1/8" of an inch of material must be removed from the bearing sleeve.
- Measure the depth of the sleeve before grinding. Use the thumb screw on your digital caliper to lock this distance.
- Using an angle grinder, remove the necessary material.
- Recheck the distance, ensuring you've removed at least 1/8".
Étape 18 - Shredder box final assembly (Step 1)
Tools
14mm Hex Socket Wrench
Socket Wrench extension
Mallet
File
Parts
8x M16x40mm socket head cap bolts
8x M16 Washers
2x 1/2" x 2.5" keys with rounded edges (these may need ground down to fit...)
4x UCFL 209 Bearings
20 tooth gear
18 tooth gear
Steps
- One at a time, slide the bearings over the shafts and align them with the previously tapped bolt holes.
- its a good idea to put the lubrication inlets facing up
- Use the M16 bolts to secure the bearings in place.
- insert the keys into the the key slots on both shafts.
- slide the larger(20 tooth) gear into place on the upper/shorter shaft.
- slide the smaller(18 tooth) gear into place on the lower/longer shaft.
Étape 19 - Shredder box final assembly (Step 2)
Tools
15/16" Socket Wrench
Large Bar Clamp
Mallet/Small Sledge hammer
(optional) flat prybar
Parts
4x M16x30 bolts (we used hex head)
2x UCFL 209 Bearings
1110.10 - Bearing Side Plate 6
1110.11 - Bearing Side Plate 6
1110.01 - Top Plate
47x 1100.01 -Fixed Blades
Steps
- Slide part 1110.10 into place, closing the shredder box.
- Slide the final two bearings into place.
- *its a good idea to put the lubrication inlets facing up
- Secure in place with bolts.
- Place part 1110.11 in place on top of the gear housing.
- Drop the fixed blades into place on the top row (23 blades) and bottom row(24 blades)
- This may require some shifting of the blade assembly positions.
- We use a flat prybar to do this as needed.
- As needed, use the bar clamps to squeeze the box lengthwise, ensuring that the top plate can drop into place.
- Use a mallet to lightly tap the top plate in place
Étape 20 - Shredder box final assembly (Step 3)
Tools
(maybe) Benchtop Grinder
3/4" Socket wrench
Adjustable Wrench
Parts
10x 1/2"x10in bolts
10x nylon lock nuts
20x washers
Steps
- (as needed) grind down one edge of the flat washers so they can fully seat underneath the shredder/riser.
- Add a 10" bolt and washer down into the perimeter holes on the top of the shredder box.
- Secure the box to the riser with a washer and nylon lock nut.
- (repeat for all 10 holes)
Étape 21 - Position the gearbox/motor
Tools
1/2" socket wrench
Parts
Gearbox plate
8x M8x20 bolts
8x M8 washers
Gearbox
Motor (w/keystock)
4x included motor bolts
Steps
- Slide the gearbox plate into position as seen in figure 1.
- Ensure that the gearbox mounting holes are closer to the top rail.
- Secure the plate with the pre-slotted t-nuts and the M8x20 bolts/washers.
- Slide the gearbox onto the plate.
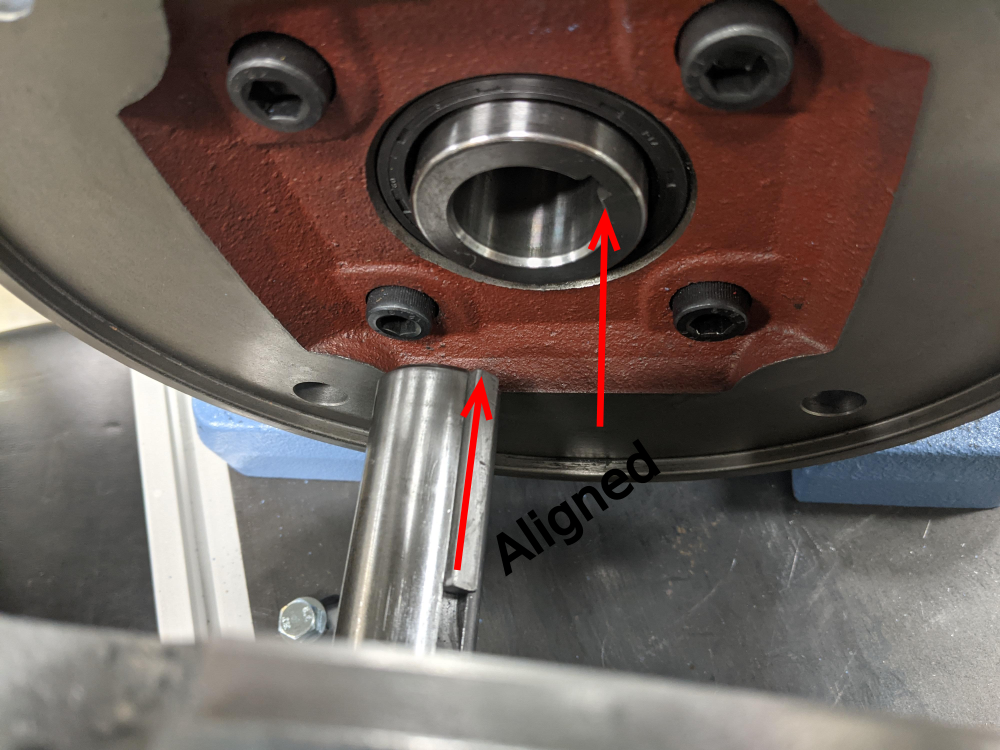
- Orient the motor on the plate so that its keystock is aligned with the keyway in the gearbox (image 3)
- Lift and slide the motor into the gearbox.
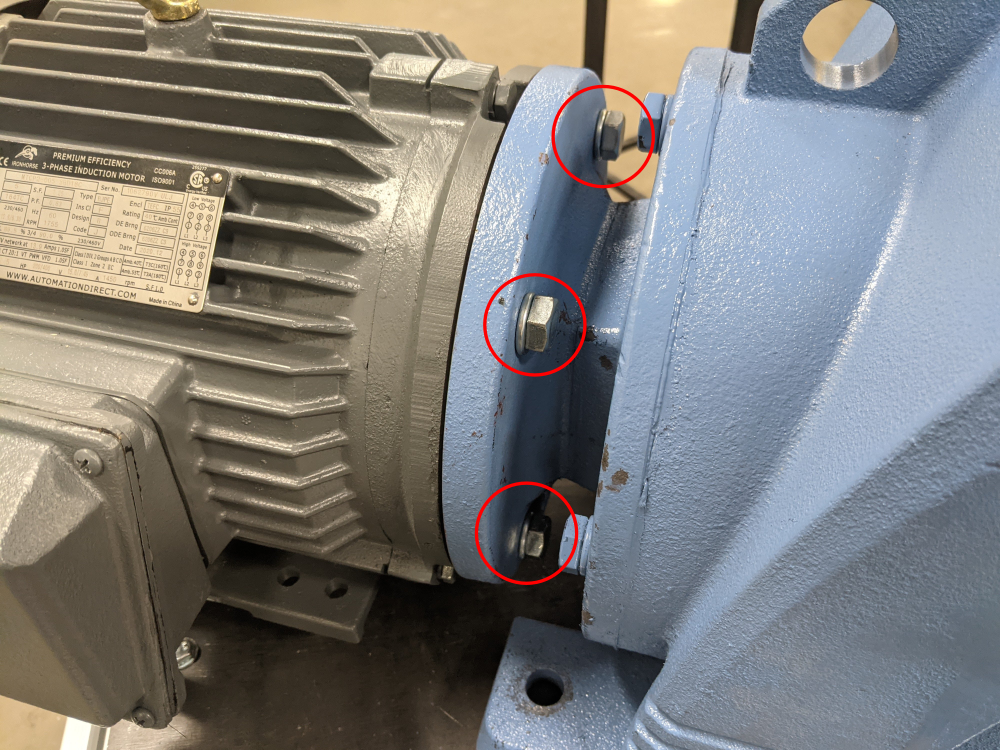
- Secure with the 4 supplied bolts
Étape 22 - Coupler Install
Tools
15/16" socket wrench
Adjustable wrench
Allen Wrench Set
Parts
Coupler
Coupler
Coupler sleeve
2x (1/2"?)Key (1 comes with gearbox unit)
4x 5/8 x 2 3/4 Hex bolts
4x 5/8 washers
4x 5/8 lock nuts
Gearbox/Motor combo
Steps
- Identify which coupler will match with each shaft.
- With the keys in place, slide the couplers completely onto the appropriate shafts, keeping them apart to leave a large gap.
- Slide the Hytrel sleeve into mesh with one of the couplers.
- Slide the entire gearbox/assembly into position on the steel plate, aligning its mounting holes with the plate's.
- Slide the other coupler onto the sleeve.
- Position the coupling unit so that it equally splits the gap between the two shafts.
- Secure the gearbox assembly in place with the 5/8" bolts/washers/ nuts.
- Secure the couplings to the shaft with the grub screws.
en
none
0
Published
|




























































































 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português