Ce tuto porte sur la création d'une pièce en 3D avec la CNC: du modèle 3D en .STL jusuqu'a la génération du Gcode et la mise en route de la fraiseuse numérique.

Difficulté
Difficile
Durée
2 heure(s)
Catégories
Machines & Outils
Coût
0 EUR (€)
Introduction
Avec ce tuto nous allons pouvoir usiner des pièces de formes plus complexes, à l’aide du logiciel Fusion 360.
A partir d’un modèle CAO de notre pièce, nous allons pouvoir programmer différentes opérations pour usiner notre pièce.
Il existe plusieurs extensions utilisables par Fusion 360: on peut importer directement un fichier CAD dans Fusion 360 (compatible avec les plupart des extensions courantes), ou un fichier .STL qui nécessite quelques modifications.
Matériaux
Outils
Étape 1 - Importation et mise à l'échelle
Ouvrez Fusion 360 et créer un nouveau projet.
Importer le fichier, dans l’onglet « Model », régler l’échelle de la pièce avec la commande « Scale ».

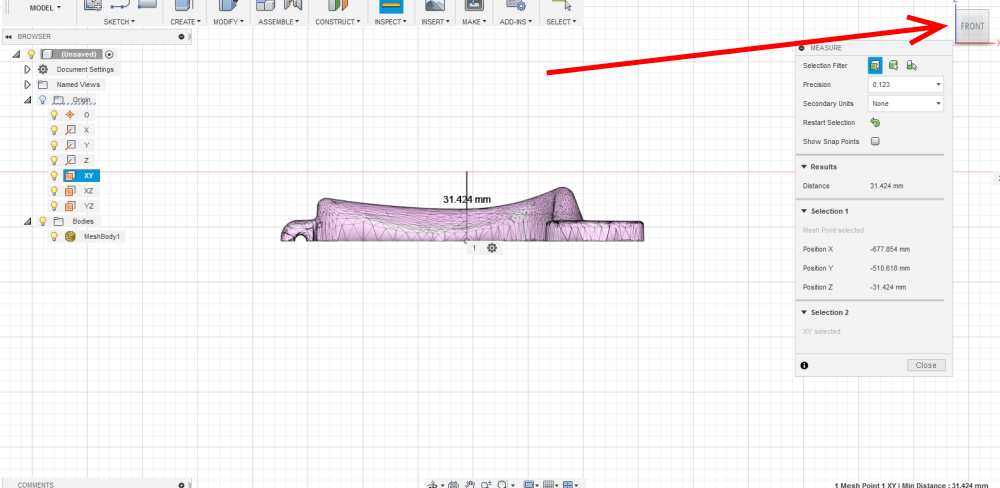
Étape 2 - Réglage de l'origine
Il faut ensuite déplacer la pièce jusqu’au plan d’origine du logiciel.
Cliquer sur le plan latéral de la pièce dans le cube en haut à droite de l’écran, puis à l’aide de l’outil « Measure », mesure la distance entre le plan inférieur de la pièce et le plan XY du logiciel.
Puis clic droit sur la pièce à « Move » et déplacer la pièce de la valeur mesurée selon l’axe z.

Étape 3 - Création du "Setup"
Une fois ces réglages effectués, nous pouvons passer à la partie Manufacture : en haut à gauche sélectionner l’onglet « Manufacture ».
Nous allons dans un premier temps créer un Setup : « Setup » --> « New Setup » .
Onglet « Setup » :
Régler l’origine de la pièce dans un coin du brut sur la face supérieure : « Stock box point ».
Régler ensuite l’orientation des axes : il faut tenir compte de l'orientation des axes de la fraiseuse numérique utilisée: Z vertical, Y profondeur et X horizontal.

Étape 4 - Opération d'ébauche: 2D Adaptative clearing
Nous allons maintenant définir les opérations d’usinage successives.
Pour créer une nouvelle opération : clic droit sur « Setup » --> « New Opération », puis « 2D » --> « 2D adaptative clearing »
Cette opération permet de dégrossir les contours de pièce.
Onglet « Tool » : Il faut en premier lieu renseigner les différentes dimensions de l’outils que l’on veut utiliser. Cette étape est importante car elle permet au logiciel d’éviter les collisions entre le porte outils et le brut.
Régler ensuite les paramètres des coupes de l’outils (cf tuto paramètres de coupe).
Onglet « Geometry »: Sélectionner le contours de la pièce à usiner.
Onglet « Heights » : Afin que la pièce ne se détache pas de brut lors de l’usinage, il faut laisser une épaisseur de matière sur la partie inférieure de la pièce : « Bottom Height »à « Model Bottom » à « Offset = 3mm »Onglet “Passes” : “Maximum Roughing Stepdown”: Cette valeur correspond à la profondeur de passe maximale effectuée par la fraise. Rentrer la valeur de profondeur de passe calculée par l’Excel.
Cocher « Stock To Leave » afin de laisser un sur épaisseur de matériaux qui pourra être usiné par la passe de finition pour obtenir les contours exacts de la pièce.






Étape 5 -
Étape 6 -
Published
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português